Müllerschule Wittingen: Tag der offenen Tür mit modernisierter Schulmühle, Labor und Ausbildungseinblicken.
2026
7/10/2026
Tag der offenen Tür der Müllerschule Wittingen
Die Schülerinnen und Schüler hatten schon früh alles für die Gäste vorbereitet und jeder Besucher wurde freundlich empfangen und erhielt eine kurze Einweisung. Gekommen waren unter anderem der Landkreis Gifhorn als Schulträger mit Landrat Philipp Raulfs, Vertreter des VGMS, der HWK Braunschweig-Lüneburg-Stade und der Deutschen Müllerschule Braunschweig sowie interessierte Mühlenbetriebe.
V.l.n.r.: Doreen Scharping (VGMS), Carsten Melchert (OStD und Schulleitung), Dr. Peter Haarbeck (VGMS), Thomas Koch (Lehrer), Frederieke Plate (Lehrerin), Björn Krähling (Lehrer), Philipp Raulfs (Landrat), Hubertus Nitzschke (Vorsitzender Förderverein), Jasmin Iwers (Lehrerin), Lea Pohlmann (Lehrerin), Karsten Kreutzberg (Landkreis Gifhorn).
Für alle standen die modernisierte Schulmühle, das überarbeitete Labor und die Unterrichtsräume offen. Die Auszubildenden beantworteten bereitwillig alle Fragen und führten ihr Wissen vor. Besonderes Interesse galt den virtuellen Schweißgeräten. Gäste, Schüler und Lehrer wetteiferten an den beiden Geräten um die beste Schweißnaht.
V.l.n.r.: Die Schüler Domenik Weise, Lilly Bischoff, Karl Gennerich, Brian Muvara, Lennart Hoffmann und Stefan Lampe betreuten Gäste.
Die beiden virtuellen Schweißgeräte beim Praxistag aus Gifhorn.
Nach den ersten Rundgängen versammelten sich alle und Carsten Melchert (Schulleitung) und Dr. Peter Haarbeck (VGMS) hielten die Grußworte. Landrat Philipp Raulfs machte deutlich, wie wichtig die Schule nicht nur für seinen Landkreis ist. In Deutschland gibt es nur zwei Berufsschulstandorte für den Beruf des Verfahrenstechnologen und Wittingen übernimmt den Unterricht für Auszubildende aus vielen norddeutschen Bundesländern. Deshalb ist die Schule über den Landkreis Gifhorn hinaus von Bedeutung und Investitionen in Gebäude oder Maschinen stärken die Ausbildungsstruktur für ganz Norddeutschland. In den einleitenden Gesprächen und der anschließenden Diskussion kamen unter anderem Fachlehrer Thomas Koch, die Lehrkräfte Frederieke Plate, Björn Krähling, Jasmin Iwers (Leiterin der Müllerschule) und Lea Pohlmann, Hubertus Nitzschke als ein Vorsitzender des Fördervereins sowie Karsten Kreutzberg vom Landkreis Gifhorn zu Wort. Das zentrale Thema war auch diesmal die Entwicklung der Schülerzahlen. Besonders bedauerten die Lehrer, dass von 28 Angemeldeten des ersten Jahrgangs nur noch neun Auszubildende übrig waren. Auch wenn kleinere Lerngruppen Vorteile bieten, stellen sinkende Schülerzahlen den Schulbetrieb vor strukturelle Fragen, die die Fachkräftebasis der gesamten Branche betreffen. Hubertus Nitzschke ordnete dies aus Sicht des Fördervereins und der früheren Lehrpraxis ein. Er verwies auf die enge Verbindung zwischen Wittingen und Braunschweig. Wenn in Wittingen weniger Auszubildende ankommen, wirkt sich das mittelfristig auch auf die weiterführende Ausbildung aus. Zugleich betonte er den Wandel auch in der Lehrerschaft. Aus einem früher fast ausschließlich männlich geprägten Umfeld ist ein Kollegium geworden, in dem mehrere Lehrerinnen den Fachunterricht mittragen. Der Lehrplan wird ständig verbessert, beispielsweise gibt es wieder ein Sportprogramm, was 20 Jahre nicht im Lehrplan war. „Mit Stolz gehen die meisten Lehrlinge hier raus“, so sein Fazit.
Philipp Raulfs ist Landrat des Landkreises Gifhorn.
In der Diskussion sprachen Vertreter der Betriebe über Erwartungen an Schule und Ausbildungsbetriebe und nannten als Herausforderung Disziplin, Anwesenheit und Sozialverhalten. Wer an Anlagen arbeitet, muss zuverlässig sein, Anweisungen verstehen und Hygieneregeln einhalten. Angeregt wurde ein stärkerer Austausch zwischen Schule und Betrieben. Ausbildersprechtage könnten helfen, Probleme früher zu erkennen und Erwartungen klarer abzustimmen. Bislang, so der Eindruck aus der Diskussion, suchen Schule und Betriebe den Kontakt oft erst dann, wenn Schwierigkeiten auftreten. Zudem bilden die Betriebe in unterschiedlichen Sparten aus. Manche Auszubildende kennen vor allem Mischfutter, andere nur Spezialprodukte. Die Schule muss diese jungen Leute zuerst auf ein gemeinsames fachliches Niveau bringen. Alexander Bachur, Operation Manager der Bauck Mühle, warb für einen betriebsübergreifenden Austausch. Auszubildende anderer Betriebe könnten zeitweise in der Bauck Mühle mitlaufen und dort Prozesse kennenlernen, die sie im eigenen Betrieb nicht sehen. Bachur hatte diesen Gedanken bereits über LinkedIn öffentlich gemacht und sprach ihn in Wittingen erneut an. An einer stärkeren Vernetzung mit anderen Schulen arbeitet Wittingen bereits. Praxislehrer Thomas Koch unterrichtet auch an der Deutschen Müllerschule (DMSB) und Braunschweiger Schüler nutzen die Lehrmühle in Wittingen für die praktische Ausbildung. Mit der Gewerblichen Schule Im Hoppenlau in Stuttgart will man ebenso die Kooperation verstärken. Hinzu kommt die europäische Perspektive. Die Branche denkt zunehmend europäisch, und die Ausbildung folgt dieser Entwicklung. So nahmen die Auszubildenden Julian Hartung und Heinrich Eggersmann am Erasmus-Programm teil und arbeiteten einige Wochen in der Schweiz in Mühlen.
Julian Hartung und Heinrich Eggersmann nahmen am Erasmus Programm teil.
Beim anschließenden Rundgang durch die Schulmühle erklärten Hubertus Nitzschke und der Auszubildende Haytham Abedo, Lehrling im dritten Lehrjahr, die Anlage von der Annahme bis zum Endprodukt. Für Abedo, der kurz vor seiner Gesellenprüfung stand, wurde der Rundgang zu einer fachlichen Probe. Nitzschke ließ ihn nicht einfach mitlaufen. Er fragte nach und ergänzte. Der junge Mann sollte erklären, was die Maschinen tun, warum sie dort stehen und welchen Platz sie im Prozess haben. Auf dem Weg zur Zerkleinerung und Mischung im Futtermittelbereich erläuterte Abedo den Unterschied zu größeren industriellen Lösungen, etwa mit Vakuummischern, mit denen Fett besser in Pellets eingebracht werden kann. Die Schulmühle bildet diese Hochleistungstechnik nicht vollständig ab, macht aber die Grundoperation verständlich. Die nächste Station war die Pelletierung. In der Pelletpresse drücken Koller das Material durch die Bohrungen der Matrize. Die Schulmühle arbeitet mit einer Standardmatrize (5mm) und der Rundgang wurde erneut zur Prüfungspraxis. Der Auszubildende sollte die Einstellung der Koller zur Matrize erklären, denn der Abstand muss passen, damit das Futter richtig durchgepresst wird. Auch hier entspricht das Prinzip dem industriellen Prozess, nur im kleineren Schulmaßstab.
Besonders stolz sind alle nach wie vor auf die gelungene Automatisierung der Schulmühle. Damit angehende Verfahrenstechnologen nicht erst im Betrieb den „Praxis-Schock“ erleben, wurde die Schulanlage auf den neuesten Industriestandard gehoben. Die Firma Högemann ersetzte die ältere Schalttafel aus den 80er-Jahren mit Handbedienung durch eine moderne digitale Steuerung. Unterstützt wurde das Projekt zudem durch Siemens und ifm. Für den Unterricht bedeutet die Automatisierung einen deutlichen Schritt nach vorn. Der Mix aus Automatisierung und manuellen Schritten hilft, die physikalischen Prozesse wirklich zu begreifen. Schüler können Einstellungen vornehmen, Wege am Tablet verfolgen, Rückmeldungen aus der Steuerung auswerten und den Vergleich zum eigenen Ausbildungsbetrieb ziehen. Am Ende des Rundgangs führte Schüler Mattis Thoms einen praktischen Prüf- und Unterrichtsinhalt vor. Er beurteilte mit der Pekar-Probe die Mehlqualität und den Ausmahlungsgrad visuell. Danach traf man sich beim gemeinsamen Essen in der Schulmensa mit Einblicken in die Blockausbildung. Die Auszubildenden verbringen sechs Wochen am Stück in Wittingen, Unterkunft und Verpflegung gehören dazu. Die bestens ausgestattete Schulmühle in Wittingen hat mit ihrem Open-House-Format Betriebe, Verbände und Schulträger an einen Tisch gebracht und gezeigt, wie öffentliche Investitionen und privates Engagement im Unterricht ankommen.
Hubertus Nitzschke, Vorsitzender des Fördervereins mit Haytham Abedo beim Rundgang.
Mattis Thoms beurteilt mit der Pekar-Probe die Mehlqualität sowie den Ausmahlungsgrad visuell.
Bastian Patsch und Carola Gaas vom Caterer Haus Niedersachsen gGmbH servieren täglich 1.000 Essen für die Region.
Der Plansichter SIFTO sorgt seit seiner Vorstellung im Jahr 2024 für Diskussionen. Zeit für ein Zwischenfazit.
2026
7/9/2026
Zwischenfazit zum Plansichter SIFTO
Seit rund zwei Jahren läuft der Plansichter in mehreren Mühlen im Test und in ersten installierten Anlagen. Die Grundidee ist bekannt: Der Sichter verzichtet auf klassische Gewebesiebe, Klebstoffe und Dichtmaterialien und nutzt stattdessen Dünnblech-Siebe aus Edelstahl, modulare Siebstapel und ein eigenes Antriebskonzept. Nach der Entwicklungs- und Erprobungsphase liegen nun erste Erfahrungen aus dem Betrieb vor. Mühle + Mischfutter sprach mit Stefan Schmitz, Cheftechnologe bei Swisca über die Ergebnisse im laufenden Betrieb, Modifizierungen und den Stand der Markteinführung.
M+M: Der SIFTO hat in der Branche viel Aufmerksamkeit bekommen. Skeptiker hinterfragen das neue Siebmaterial und den Verzicht auf klassische Dichtungen. Hat sich das neue Konzept aus Ihrer Sicht bewährt?
Stefan Schmitz: Absolut. Wir sind diesen Weg damals in der Entwicklung bewusst gegangen. Alle produktberührenden Teile bestehen aus rostfreien Materialien. Das gilt für die Siebrahmen und für die Siebe selbst. Wir wollten auf Dichtmaterialien wie Filz oder Gummi ganz verzichten, weil solche Einbauten zusätzliche Fremdkörper im Sichter darstellen. Diese Materialien werden geklebt, geklemmt oder eingedichtet. Bei jedem Öffnen des Sichters kann sich eine Klebestelle lösen, ein Filz oder die Dichtung aus Gummi kann beschädigt werden und sitzt nicht mehr exakt an seiner ursprünglichen Stelle. Dann dichtet er nicht nur schlecht ab, sondern im ungünstigen Fall kann sogar Material in das Produkt gelangen. Was eigentlich Sicherheit bringen soll, wird dann zum Risiko.
Stefan Schmitz bei der Vorstellung des neuen Plansichter-Konzeptes 2024 in der Schweiz (Foto: M+M).
M+M: Andere Hersteller verweisen darauf, dass Filz- und Dichtsysteme seit Jahrzehnten im Einsatz sind und zuverlässig funktionieren. Wie bewerten Sie das?
Stefan Schmitz: Materialien wie Filz sind aus Sicht der Lebensmittelsicherheit keine ideale Lösung und wurden bisher nur eingesetzt, weil es auf Grund der klassischen Bauweise schlicht keine Alternative gab. Im normalen Betrieb mag das Risiko gering sein. Der kritische Moment entsteht eher beim Siebwechsel oder der Wartung. Die Rahmen werden im Betrieb stark zusammengepresst. Dadurch verbindet sich das Filzmaterial mit dem Siebrahmen. Öffnet der Müller den Sichter und nimmt einen Rahmen heraus, kann er dabei Filz oder Dichtung beschädigen. Würde man bei jedem Öffnen den alten Filz vollständig entfernen und wieder wie im Neuzustand ankleben, wäre das Risiko klein. Das macht aber nicht jeder, schon aus Zeitgründen. Wir hatten das Ziel, dies alles komplett zu vermeiden. Die Herausforderung war, einen rostfreien Rahmen dicht auf einen anderen rostfreien Rahmen zu legen.
M+M: Das heißt, beim SIFTO müssen die Edelstahlrahmen direkt aufeinander dicht schließen. Einige Müller waren hier sehr skeptisch, ob das auch langfristig gelingt. Gab es zwischenzeitlich Nachbesserungen?
Stefan Schmitz: Ja, die gab es. Diese Lösung stellt hohe Anforderungen an die Fertigungstoleranzen. Zuerst muss man verstehen, dass unser Siebaufbau grundsätzlich anders ist. Bei Swisca liegt die Siebfläche unten im Siebrahmen in einer Art Wanne. Somit entlasten wir die Trennstelle der einzelnen Siebrahmen zueinander schon dadurch, dass das Produkt gar nicht erst dorthin drückt. Eigentlich ein einfacher Trick, aber offenbar sind wir die Ersten, weshalb uns unter anderem dafür ein Patent erteilt wurde. Zwischen den Siebrahmen arbeiten wir mit einer Art formschlüssigen Fassung. Man kann sich das als eine Art metallische Dichtgeometrie mit V-förmiger beziehungsweise dachförmiger Profilierung vorstellen, ähnlich einem Satteldach. Dabei liegt nicht Filz oder Gummi zwischen den Rahmen, sondern eine präzise gefertigte Edelstahlkontur greift in die V-förmige Gegenkontur des nächsten Rahmens. Wird die Toleranz an einer Stelle zu groß, schließt die Fassung nicht mehr genau genug und es kann undicht werden. Bei Prototypen haben wir solche Fälle gesehen. Wir haben die betroffenen Rahmen ausgetauscht und zusätzliche Kontrollpunkte in der Fertigung eingeführt. Heute schauen wir an diesen Stellen mit besonderem Augenmerk hin, bevor ein Rahmen ausgeliefert wird. Mir ist wichtig darauf hinzuweisen, dass dies punktuelle Erkenntnisse aus der Entwicklungs- und Einführungsphase sind. Wie bei anderen Innovationen auch, lernen wir daraus und verbessern ständig den Fertigungsprozess und auch uns selbst. Das Hochfahren der Produktion auf „Serienniveau“ hat uns dazu neue Möglichkeiten eröffnet.
Der Plansichter SIFTO während des Einbaus (Foto: Swisca).
M+M: Gab es weitere technische Punkte, an denen Sie beim SIFTO nachjustieren mussten?
Stefan Schmitz: Beim Antrieb haben wir nachgebessert, denn er wurde wärmer als erwartet. Dies konnten wir ganz einfach mit einer Formanpassung lösen. Man kann sagen: Das Chassis des Antriebs wurde verändert. Damit liegt die Temperatur jetzt im gewünschten Bereich.
Einer der Synchronmotoren des SIFTO (Foto: M+M).
M+M: Herkömmliche Plansichter arbeiten mit einem zentralen Antrieb. Sie arbeiten mit mehreren Antrieben. Hat sich das bewährt oder haben sich dadurch mögliche Schäden am Antrieb vervielfacht?
Stefan Schmitz: Wir haben diese Lösung gewählt, weil wir damit die Modularität erhöhen und mit dem SIFTO vor allem Fläche sparen. In vielen Mühlen gibt es wenig Grundfläche, aber hohen Leistungsbedarf. Mit einem zentralen Motor braucht man eine Antriebseinheit im Zentrum. Um diese Einheit herum müssen die Siebkästen gleichmäßig angeordnet werden. Das kostet Fläche und begrenzt die Bauform. Beim SIFTO sitzt der Motor in der Mitte des Siebkastens. Dadurch können wir unterschiedliche Designs bauen, längliche oder quadratische Ausführungen, je nach Gebäude und Prozess. Dies ist ein enormer Vorteil, den auch unserer Kunden sehen. Das würden wir auf jeden Fall wieder so machen. Die Motoren laufen seit den ersten Einsätzen vor rund zwei Jahren bisher wartungsfrei. In der Tat ist unser Motorenkonzept sogar eine Vereinfachung, da bei uns die Schwungmasse keine separaten Lagerstellen benötigt und kein Antriebsriemen vorhanden ist.
M+M: Ein stark diskutierter Punkt weltweit auf Messen waren die geätzten Edelstahl-Siebe mit hexagonalen, also wabenförmigen Öffnungen. Haben sich die erwarteten und versprochenen Vorteile gegenüber Nylonsieben im Praxistest bewahrheitet?
Stefan Schmitz: Auch dieses Konzept funktioniert gut. Wir sehen in vielen Anwendungen, dass das Produkt sehr schnell durchfällt. Teilweise überrascht uns selbst, wie wenig Siebfläche tatsächlich nötig ist. Das hängt einerseits mit der Effizienz der Siebe zusammen, andererseits auch damit, dass man bei klassischen Auslegungen oft Sicherheitszuschläge einplant. Die Schwierigkeit liegt in der exakten Auslegung. Wenn ich heute mit acht Sieben auskomme, heißt das nicht automatisch, dass ich in drei Monaten mit einem anderen Mehl oder einem schwierigeren Produkt ebenfalls mit acht Sieben auskomme. Der Sichter muss in den Gesamtprozess passen. Hier sind nicht nur unsere Siebe gefragt, sondern auch unsere Techniker, die die Mühlenanlagen planen.
Bei groben Sieben lässt sich der Ätzprozess sehr gut und wiederholgenau beherrschen. Je feiner die Siebe werden, desto anspruchsvoller wird dieser Prozess. Bei sehr feinen Mehlen und feinen Mehlsieben, suchen wir weiter nach dem optimalen Verfahren. Dort gehen wir in einzelnen Anwendungen schon mal von der Wabenform weg und arbeiten zum Beispiel mit runden Öffnungen. Das gehört zur laufenden Optimierung einer Innovation.
Die wabenförmigen Siebe des SIFTO bei der ersten Präsentation 2024 (Foto: M+M).
M+M: Ursprünglich stand die Frage im Raum, ob der SIFTO ohne Siebreinigung auskommt. Wie ist der heutige Stand?
Stefan Schmitz: Wir brauchen weiterhin Siebreiniger. Die Maschinen, die wir bereits installiert haben und die heute laufen, arbeiten mit Reinigern, die am Markt erhältlich sind. Das funktioniert grundsätzlich. Unser Ziel ist es aber einen Reiniger zu entwickeln, der speziell zu unseren Sieben passt. Es geht um Gewicht, Materialeinsatz und Reinigungswirkung. Bei groben Sieben funktionieren Noppenreiniger gut. Bei feinen Mehlsieben braucht man heute oft noch Bürsten, die man aus hygienischen Gründen lieber vermeiden möchte. Ein Noppenreiniger, der Mehlsiebe gut reinigt, wäre aus unserer Sicht ideal. Daran arbeiten wir.
M+M: Ein zentrales Argument war die Wartung. Vor allem der schnellere Siebwechsel, der Stillstandzeiten reduziert. Vor allem für große Mühlen ein geldwerter Vorteil. Hat sich das bewährt?
Stefan Schmitz: Ja. Wir sehen mehrere Vorteile. Erstens müssen keine Dichtmaterialien ersetzt werden. Zweitens hat der Sichter wenig Produktbehang, weil wir tote Ecken konstruktiv vermeiden. Hygiene heißt für uns nicht nur Edelstahl, sondern auch gute Konstruktion. Das Produkt soll nicht irgendwo hinterlaufen und in der Maschine liegen bleiben. Drittens kann der Müller den Sichter öffnen und die Siebrahmen in kurzer Zeit herausnehmen. Der Einlegerahmen hält das Sieb sicher. Man kann ihn herausnehmen abfegen und prüfen. Wenn ein Sieb beschädigt ist, ersetzt man den Einlegerahmen. Diese muss man allerdings vorrätig haben. Dafür muss man nicht mehr in der Mühle die Siebe kleben. Man hat also keinen Fremdstoff im Produktbereich und keinen Klebevorgang in der Mühle. Das beschädigte Sieb wird nicht abgerissen und neu beklebt, sondern als Einlegerahmen ausgetauscht.
Der erste Eindruck kann bei Interessenten sein, dass solche Einlegerahmen teuer sind. Entscheidend ist aber die Lebensdauer. Bei den Edelstahl-Sieben sehen wir bisher kaum Abnutzung. In einer Anlage, die seit Anfang 2024 läuft, sieht man keine Laufflächen. Bei klassischen Nylonsieben lässt die Spannung bereits im ersten Einsatz nach, die Oberfläche verändert sich, und die Performance sinkt. Wir haben immer als Ziel genannt, dass unsere Siebe fünf bis sieben Jahre laufen sollen. Nach den bisherigen Erfahrungen sind wir auf einem guten Weg. Einzelne unserer Siebmuster aus dem Entwicklungsprozess laufen sogar seit Juni 2022 in anderen Sichtern und haben keine Abnutzungen. Mühlen sparen also nicht nur Stillstandzeit ein, sondern auch Materialkosten. In der Ceres Mühle in Belgien installieren wir derzeit 66 SIFTO-Module. Jeder Müller kann selbst berechnen, wie viel Zeit ein Siebwechsel bei einer vergleichbaren Anzahl klassischer Plansichter beanspruchen würde. Je größer die Tonnage und je mehr Sichtabteile im Einsatz sind, desto stärker wirkt sich die eingesparte Stillstands- und Arbeitszeit wirtschaftlich aus.
M+M: Swisca versprach beim Siebwechsel weniger Staub und eine bessere Ergonomie? Ist das Versprechen eingelöst?
Stefan Schmitz: Ja. Das es zu weniger Staubentwicklung kommt, liegt an der Siebwanne. Wenn der Müller den Sichter vor dem Öffnen leerlaufen lässt, liegt Restprodukt in der Wanne und nicht lose auf dem Sieb. Beim Herausnehmen bleibt es besser in dieser Wanne liegen. Bei einem klassischen Sichter kann Produkt beim Kippen über das Sieb rutschen und auf die Arbeitskleidung fallen.
Die Modularität hat sich auch aus anderem Grund bewährt. Früher begann die Planung oft mit der Frage, wie hoch der Sichter ist und ob er überhaupt ins Gebäude passt. Heute fragen wir zuerst: Wie viel Höhe haben Sie? Dann legen wir den Sichter so aus, dass wir diese Höhe sinnvoll nutzen. Bei begrenzter Raumhöhe kann das mit einem festen Chassis eines klassischen Plansichters schwierig werden. Mit SIFTO können wir tiefer bauen und trotzdem viel Siebfläche unterbringen. Für viele kleinere und mittlere Mühlen eröffnet das überhaupt erst die Möglichkeit, alte Sichter zu ersetzen. Kleine Mühlen kommen meistens wegen der Einbausituation und der Gebäudehöhe auf uns zu. Große Mühlen interessieren sich stark für Unterhalt, Stillstandzeiten und schnelle Zugänglichkeit. Ich merke derzeit, dass sich viele Müller inzwischen für neue Sichterkonzepte öffnen. Wenn wir den SIFTO auf einer anderen Etage integrieren können, entstehen neue Möglichkeiten im Mühlendiagramm. Dann lassen sich Mahlen und Sichten stärker über freien Fall verbinden, und einzelne pneumatische Überhebungen können entfallen. Früher wurde so etwas oft gar nicht diskutiert. Heute sind viele Betriebe bereit, genau über solche Lösungen nachzudenken.
SIFTO in der Ceres Mühle in der Umbauphase (Foto: Swisca).
M+M: Trotz der genannten Vorteile werden doch mehr elektrische Komponenten und größere Schaltschränke verbaut. Ist das nicht ein Nachteil?
Stefan Schmitz: Er braucht mehr elektrische Ausrüstung, ja. Aber Maschinen entwickeln sich. Früher hatten Waagen Relaissteuerungen, heute sind elektronische Waagen-Steuerungen selbstverständlich. Beim Sichter kommt ebenfalls mehr Elektronik ins Spiel. Der Vorteil ist, dass wir Motortemperatur, Drehzahl und Drehmoment auslesen können. Außerdem stellen wir die Geschwindigkeit der Motoren individuell ein. Durch das modulare Konzept haben wir einen Motor in jedem Abteil und benötigen deshalb einen Servocontroller, der die Motoren synchronisiert und es so ermöglicht die Geschwindigkeit des Sichters einzustellen. Ich teste das gerade an einigen Anlagen und optimiere ganz einfach den Prozess. Läuft mehr Produkt, kann man schneller fahren, bei weniger Produkt halt langsamer. Das Optimum erarbeiten wir für die jeweiligen Anwendungen, aber die Möglichkeit ist jetzt vorhanden.
M+M: Hat sich SIFTO bereits am Markt durchgesetzt? Wie ist ihre Auftragslage, bestellen vorm allem große Mühlen und aus welchen Ländern kommen die Kunden?
Stefan Schmitz: Es kommen Kunden unterschiedlicher Größe. Wir bearbeiten Projekte in Europa, in den USA, in Marokko, Mexiko und weiteren Märkten. Die Beweggründe unterscheiden sich. Die einen wollen eine Maschine in ein schwieriges Gebäude integrieren. Die anderen wollen bessere Wartung, schnelles Öffnen des Sichters und kurze Stillstandzeiten, also ihr Mühlendesign wirtschaftlicher betrachten. Wir skalieren die Produktion an unserem Standort und geben Vollgas. In Flawil haben wir die Produktionsfläche erweitert und zusätzliches Personal aufgebaut. Die reine Lieferzeit liegt im Moment etwa bei vier bis fünf Monaten. Es gibt keinen SIFTO von der Stange. Der Kunde bestellt halt nicht einfach einen vierteiligen Plansichter, der anschließend nach Standardschema gefertigt wird. Jede Maschine wird kundenspezifisch ausgelegt. Entscheidend ist dabei das Rahmenschema. Es legt fest, wie die Produkte im Sichter geführt werden, also welche Läufe links oder rechts verlaufen, wo Durchfall entsteht und wo Abstoßprodukte geradeaus weitergeführt werden. Dieses Schema unterscheidet sich von Maschine zu Maschine.
Andreas Kleiner und Stefan Schmitz (beide Swisca) bei der Präsentation des SIFTO auf der IAOM in den USA 2025 (Foto: M+M).
Für eine solches Rahmenschema müssen die Vorgaben des Kunden vor der Auslegung sehr genau bekannt sein. Auch spätere Anwendungen sollten möglichst früh berücksichtigt werden. Am Anfang steht deshalb nicht die Fertigung, sondern das Diagramm. Erst wenn alle Produktläufe, Qualitäten und betrieblichen Anforderungen erfasst, gezeichnet und mit dem Kunden abgestimmt sind, beginnt die eigentliche Auslegung des Sichters. Die technische Klärung ist damit ein wesentlicher Teil des Projekts. Sie entscheidet darüber, ob der SIFTO später exakt zur Mühle und den Produkten passt.
Greif-Velox Connect 2026: Automatisierung, Absackung und digitale Anlagenbetreuung für Mühlenbetriebe.
2026
7/7/2026
Vernetzung als Antwort
Nach der Begrüßung durch CEO Sebastian Pohl und Global Marketing Manager Björn Voges bekamen Kunden, Partner und Fachbesucher auf der Hausmesse Live-Einblicke in die Maschinentechnik und konnten sich im Vortragsprogramm über Digitalisierung, Robotik, Ex-Schutz, Energieeffizienz und neue Servicemodelle informieren. In der Werkhalle präsentieren 22 Technologiepartner den insgesamt 115 Besuchern ihre Maschinen und Module. Mit dabei waren neben Greif-Velox unter anderem Bischof+Klein, Bizerba, Bluhm Systeme GmbH, evon, dy-pack Verpackungen Gustav Dyckerhoff GmbH, Mettler-Toledo International Inc., Siemens und steute Technologies.
V.l.n.r.: Managing Director Sebastian Pohl mit der Leiterin der Finanzen Judith Mireisz und Global Marketing Manager Björn Voges (Foto: M+M).
Für die Getreide- und Mehlwirtschaft war vor allem der direkte Blick in die Fertigung von Interesse. Dort zeigte Greif-Velox unter anderem einen BVP-Bruttopneumatik-Packer, der im Rahmen eines Retrofit-Projekts mit zusätzlichen Automatisierungs- und Sicherheitsmodulen ausgerüstet wird. Zu den möglichen Erweiterungen zählen unter anderem eine automatische Sackzuführung sowie die Greif-Velox Module ValvoCare und ValvoSeal. Die modularen Lösungen lassen sich auch bei bestehenden Fremdpackern nachrüsten. Die Modelle der Essential Line reduzieren den Engineering-Aufwand und sind schnell lieferbar. Die vorkonfigurierten Modelle decken rund 80% typischer Anwendungsszenarien ab und richten sich insbesondere an Produktionsumgebungen mit stabilen Prozessparametern und klar definierten Anforderungen.
Am Stand der Busch Group (Foto: M+M).
Mehrere Vorträge und Partnerpräsentationen griffen das Thema Datendurchgängigkeit und digitale Absicherung auf. Den stärksten Andrang verzeichnete der Auftritt von Partner Bizerba. Gezeigt wurde eine Datenmanagement-Software, die sämtliche Produktionsprozesse in einem einzigen System abbildet und dabei automatisch eine digitale Chargenakte erstellt – vom Rohstoffeingang über Rezepturen, Gewichte, Dosierungen, Etiketten und Gefahrstoffhinweisen bis hin zu einem lückenlosen Audit. Greif-Velox selbst demonstrierte in einer Live-Vorführung direkt an den Maschinen in der Produktionshalle den neu entwickelten elektronischen Ersatzteilkatalog sowie das Serviceangebot rund um Remote Monitoring und Predictive Maintenance. Als Ausblick zeigten die Lübecker den Einsatz einer AR-Brille als verlängertes Auge vor Ort, beispielsweise als Hilfe für Techniker bei komplexen Wartungseinsätzen.
Mehr als doppelt so viele Partnerunternehmen wie imVorjahr hatten sich für die Hausmesse angemeldet (Foto: M+M).
Den Abschlussvortrag nutzte CEO Sebastian Pohl, um die fünf Felder zu skizzieren, auf denen sein Unternehmen Künstliche Intelligenz bereits einsetzt: Monitoring zur Früherkennung von Anlagenfehlern, nutzungsbasierte Preventive Maintenance auf Basis von Betriebsdaten, datengetriebene Predictive Maintenance, die Zustandsüberwachung und Wartungsplanung direkt verknüpft, OEE-Monitoring und -Optimierung durch Auswertung von Produktionsdaten sowie eine übergreifende datenbasierte Prozessoptimierung, die kritische Anlagenkomponenten systematisch identifiziert.
Die Resonanz der Partnerunternehmen und Besucher war sehr positiv (Foto: M+M).
Björn Voges, Global Marketing Manager, ließ keinen Zweifel an der Fortsetzung: „Für uns war es zum wiederholten Male eine großartige Hausmesse. Daher wird es auch 2027 wieder eine Greif-Velox Connect geben.“ Die Teilnehmer gaben eine positive Resonanz. Neue Geschäftskontakte wurden geknüpft und die fachliche Tiefe und Qualität der Gespräche wurden gelobt."
Im November 2020 zerstörte ein Brand die Mulino Maroggia. Inhaber Alessandro Fontana baute sie wieder auf mit Bühler.
2026
5/31/2026
Mulino Maroggia: Neubau nach Brand
Wer aus dem Norden ins Tessin reist, spürt den Wechsel der Landschaft lange vor dem Ziel. Die Täler werden enger, die Hänge steiler, das Licht wärmer. Maroggia liegt am Luganersee, nahe der italienischen Grenze. Für Touristen ein Sehnsuchtsort. Für Müller seit dem Wiederaufbau der Mulino Maroggia ein Wunschziel: eine kleine, regionale Mühle, die nach einem Totalverlust neu geplant wurde und heute mit moderner Technik und weniger Personal arbeitet. Die Besuchergruppe des Bayerischen Müllerbunds empfängt Alessandro Fontana bei strahlendem Sonnenschein im Besucherzentrum. Die angereisten Müller haben mehr als technisches Interesse. Denn diese Mühle steht dort, wo im November 2020 fast alles verloren ging.
Die abgebrannte Mühle im Winter 2020 (Foto: Mulino Maroggia).
Am 23. November 2020 brach um 17 Uhr im Erdgeschoss des Lagerhauses ein Feuer aus. Mit Hilfe von Fotos und TV-Berichten erzählt Alessandro Fontana von den dramatischen Ereignissen rund um den Brand. Das Feuer breitete sich mit hoher Geschwindigkeit aus, begünstigt durch die Holzstruktur des alten Gebäudes. Mehr als achtzig Feuerwehrleute waren vor Ort. Die Feuerwehren aus Melide, Lugano, Mendrisio und Chiasso rückten zur Unterstützung aus. Auch die Schweizerischen Bundesbahnen unterstützten mit Löschzügen, nachdem die örtlichen Wasserreserven zur Neige gingen. Trotzdem brannte die Mühle vollständig nieder. Wegen des Brandes mussten die Hauptverkehrsachsen und die Bahnlinie rund um die Mühle unterbrochen werden. Der gesamte Kanton wurde lahmgelegt. Fernsehsender unterbrachen das laufende Programm. Die Löscharbeiten dauerten insgesamt acht Tage. Nur ein Weizensilo aus Beton sowie ein Nebengebäude konnten gerettet werden.
„Bitte denkt nicht, dass so etwas nur anderen passiert - so etwas kann immer passieren.“Alessandro Fontana
Für Alessandro Fontana, seine Familie und den Ort Maroggia ist der Brand mehr als ein betrieblicher Schaden. Die Mühle gehört seit über hundert Jahren zum Ortsbild. Die Geschichte der Mühle reicht bis an den Anfang des 19. Jahrhunderts zurück und seit vier Generationen führt Familie Fontana das Unternehmen.
Inhaber Alessandro Fontana schildert die dramatischen Ereignisse rund um den Brand (Alle weiteren Fotos: M+M).
Rudolf Sagberger (Präsident Bayerischer Müllerbund), Inhaber Alessandro Fontana und Dr. Josef Rampl (Geschäftsführer Bayerischer Müllerbund).
Der Brand zerstört mit der Mühle ein Wahrzeichen der Region und ein Stück regionaler Identität. Alessandro Fontana schildert die dramatischen Stunden mit der Klarheit eines Unternehmers, der sich nach einer Katastrophe entscheiden muss: Aufgeben oder Wiederaufbau. Bereits am Abend des Brandes steht für ihn fest, dass er die Familientradition weiterführt. Um 18.30 Uhr telefoniert der Inhaber mit Martin Ruckstuhl, damals Area Sales Manager Milling Solution bei Bühler: „Martin, ich brauche eine neue Mühle!“ Am nächsten Tag kündigt Alessandro Fontana den Wiederaufbau öffentlich über TV und Radio an. Darauf folgen zahlreiche positive Botschaften und spontane Solidaritätsaktionen aus der Bevölkerung.
Die Seitenansicht der Mulino Maroggia.
Für Fontana und seine Familie beginnt eine intensive, sehr herausfordernde Phase. Die Kunden müssen weiter beliefert werden. Bereits sieben Tage nach dem Brand nimmt die Mulino Maroggia die Belieferung in Zusammenarbeit mit der Knecht Mühle AG aus der Nordschweiz wieder auf. In den ersten Tagen arbeiten die Mitarbeiter ohne Strom und Energie in Dunkelheit und Kälte. Das Sekretariat findet provisorisch im Dorfrestaurant Platz. Dass die Logistik dank eines intakten Lagers weiter möglich ist, hilft in dieser Übergangszeit. Besonders hervor hebt Fontana die Zusammenarbeit mit seiner Versicherung. Die Allianz erweist sich als zuverlässiger Partner und gibt relativ schnell Gelder frei. Die Zugunterbrechung von 24 Stunden nach Zürich verursacht allein einen Schaden in Millionenhöhe. Als Brandursache wird ein Kurzschluss auf elektrischer Ebene angenommen. Ein großes Problem für die Mühlenmitarbeiter ist die Entsorgung des Materials. Der Weizen in den Silos ist voller Löschwasser und beginnt zu gären. Auf dem Mühlenhof wird verbranntes Material und Wertstoffe getrennt und es werden Biogas- und Müllverbrennungsanlagen in der Umgebung genutzt. Zum Glück kommt bald Frost und Schnee und die Geruchsbelästigung ist gestoppt.
„Ich habe mich in der Zeit nicht nur einmal gefragt, ob ich mich richtig entschieden habe.“ Alessandro Fontana
Gemeinsam mit den Experten von Bühler u.a. Martin Beck starten die Planungen zum Neubau. Das erhalten gebliebene Gebäude vor der Mühle wird zu einem modern gestalteten Veranstaltungszentrum für Firmenevents aber auch für Hochzeiten, Taufen und sonstige Familienfeiern. Eine großzügige Versuchsküche steht für Backkurse und Kochevents u.a. für Teambildung zur Verfügung. Fontana sieht nicht nur den finanziellen Nutzen: „All das hat uns näher zur Bevölkerung gebracht“, erklärt er.
Inhaber Alessandro Fontana in der Steuerungszentrale der neuen Mühle.
Die Reihe der Diorit Walzenstühle von Bühler.
Die frühere Mühlenanlage, ebenfalls eine kombinierte Weizen-, Durum-, Roggen- und Dinkelmühle, leistete 50 t in 24 Stunden. Annahme, Reinigung und Mühle sowie das Mehlsilo aus Holz, das Nachproduktesilo und die Packerei sind zerstört. Fontana möchte mit dem Neubau die Tradition erhalten, aber nicht den alten Zustand nachbauen. Die neue Mühle soll ein breites regionales Sortiment abdecken, industrielle Kunden bedienen, handwerkliche Ansprüche erfüllen und regionale Rohstoffe verarbeiten. Dazu kommen viele unterschiedliche Labels und der Anspruch, Mehle mit zuverlässiger Wasseraufnahme und gleichbleibender Backleistung zu liefern. Die Anlage soll mit verbesserter Produktsicherheit flexibler sein, sauberer arbeiten und am Wochenende personalärmer fahren. Dazu braucht sie verlässliche Messpunkte, eine klare Rezeptführung sowie eine gute Überwachung und Steuerung.
Sortex zur Auslese von Fremdbesatz, Mutterkorn, beschädigten, erkrankten und verfärbten Körnern.
Separat angeschlossene, hochpräzise Wiegezellen mit Differenzdruckmessung.
Bereits nach zwei Jahren und elf Monaten ist die Mühle fertig und die kleine Tochter von Alessandro Fontana drückt den Startknopf bei der Inbetriebnahme. Seit einem Jahr arbeitet die Mühle wie geplant und Familie Fontana ist sehr zufrieden mit der neuen automatisierten Mühle. Vor allem kann man von überall per Tablet auf die Mühle zugreifen, wenn beispielsweise am Wochenende oder bei Feiertagen kein Personal vor Ort ist. Im Anschluss an den Vortag führt der Mühleninhaber unterstützt von Jochen Schneider und Georg Schafler die Müller durch das Mühlengebäude. Die beiden Experten der Bühler Group sind extra für diesen Tag aus Uzwil angereist.
Alessandro Fontana mit Jochen Schneider und Georg Schafler von der Bühler Group führten die Besucher durch das Mühlengebäude.
Die neue Annahme mit Annahmegosse mit Entstaubung. Elevator und Rohrleitungen wird von Bühler mit zusätzlichen Sicherheitselementen und Magneten ausgerüstet, damit Fremdteile früh ausgeschieden werden und nachgeschaltete Maschinen geschützt bleiben. Das Getreide gelangt über Separator, Aspirationskanal und Zwischenabscheider weiter in den Prozess. Eine Annahmewaage erfasst die Mengen. Danach wird in bestehende und neue Rohweizenzellen eingelagert, mit Belüftung und Kühlung. Keine Nebensache für eine Mühle in dieser Lage mit heißen Sommern und schneereichen Wintern. In der Reinigung zeigt sich der Anspruch der neuen Anlage. Die Dosierung des Getreides erfolgt aus bestehenden Rohweizenzellen mittels Dosierschiebern und mittels Flowbalancern ROIS unterhalb des neuen Zellenblocks. Der Kombireiniger Vitaris verbindet mehrere Reinigungsschritte in einer kompakten Maschine. Es folgt ein Netzkonzept mit erster und zweiter Netzung. Die Netzzellen tragen über Vibroaustragapparate aus und dosieren wiederum über Flowbalancer. In der zweiten Reinigung kommen Scheuermaschine und Umlufttarar zum Einsatz. Die Aspiration arbeitet mit Niederdruckfilter, Ventilator und Schalldämpfer. Ein Sortex-System verbessert die Rohwarenqualität und ist für die Mühle, die regionale Rohstoffe verarbeitet und Spezialmehle liefert, ein großer Fortschritt.
Der Rohrboden in pflegeleichtem Weiß.
Rudolf Sagberger und Klaus Heimerl beim Rundgang. Drei Mehlsammel-Kettenförderer für unterschiedlichen Mehlqualitäten, Abspaltschnecke und Absackbank.
Christine Vogt und Gerhard Wieser vor den Plansichtern.
Im Mühlendiagramm bleibt die Leistung bei 50 t in 24 Stunden. Das Diagramm ist jedoch von den Bühler Experten auf Flexibilität ausgelegt. Die neue kombinierte Mühle verarbeitet Weichweizen, Durum, Roggen und Dinkel. Bühler liefert Walzenstühle Diorit MDDY-600 mit fünf Schroten und zehn Ausmahlpassagen, MPAK-Plansichter mit mehreren Einläufen und drei Griessputzmaschinen MQRF-15/150. Die kombinierte Mühle muss nicht nur viele Getreidearten verarbeiten können, sondern bei jeder Umstellung ein sinnvolles Gleichgewicht zwischen Ausbeute, Qualität und Maschinenbelastung finden. Beim Rundgang mit Alessandro Fontana entwickeln sich vor den neuen Walzenstühlen Fachgespräche. Die Teilnehmer fragen nach Passagen und Produktführung.
„Ich wollte Tradition bewahren und moderne Technologie integrieren.“ Alessandro Fontana
In der Mulino Maroggia folgen Rohrboden, Walzenboden und Steuerungszentrale einem klaren Prinzip. Besonders deutlich wird dies bei den Mess- und Dosiersystemen. Druckluftfreie DriveX Antriebe sollen Energiekosten reduzieren. Die Maschinensteuerungen arbeiten mit bUnify und Webpanel. Hochpräzise Wiegezellen sind separat angeschlossen. Ein intelligentes System mit Differenzdruckmessung kompensiert äußere Einflüsse. Die Dosier- und Wägetechnik ist mit dem Ausbeutemanagement verbunden, das browserbasiert als Teil von Bühler Insights arbeitet. Die neue Anlage fasst Daten zusammen, wertet sie aus und macht den Prozess nachvollziehbar. Der Müller muss weniger an einzelnen Stellen nachsehen, kann dafür mehr Prozesszusammenhänge prüfen. Er erkennt Abweichungen schneller und kann bei Rezepten, Rohwarenwechseln oder auffälligen Ausbeuten gezielt reagieren. Das Produktionsleitsystem Mercury MES von Bühler bildet dafür die Grundlage. Es übernimmt Prozesssteuerung, Datenaustausch, Rückverfolgbarkeit, Rezeptverwaltung, Reporting, Alarmorganisation und Wartungsmanagement. In Verbindung mit Bühler Insights kann die Mühle ihre Prozesslinien auch rückwirkend betrachten. Für die Mulino Maroggia mit kleiner Mannschaft von zwölf Mitarbeitern und hoher Produktvielfalt eine ideale Lösung.
Eine Besuchergruppe auf dem Dach der Mühle vor dem Luganersee.
Christine und Christian Rückert auf dem Dach der Mulino Maroggia mit Alessandro Fontana.
Die Temperatur- und Vibrationsüberwachung der Mahlwalzen hilft, die Mahlarbeit zu beurteilen, die Parallelität des Mahlspaltes zu kontrollieren und die Produktverteilung zu überwachen. Kritische Zustände sollen früh erkannt werden. Auch die Wartungsplanung lässt sich dadurch verbessern. Das Yield Management System überwacht Erträge auf Basis der Rezepte, vergleicht Abweichungen zwischen Rezepten und gibt Alarm, wenn Unregelmäßigkeiten auftreten. Eine weitere Stärke der neuen Anlage liegt in der Fertigproduktabteilung. Die Mühle kann Mikrokomponenten wie Malz, Ascorbinsäure und Gluten zugeben. Ein Kontrollsichterabteil prüft Hauptmehle. Die Ascheregelung von Mehl 1 auf Mehl 2 erlaubt es, Qualitäten enger zu führen. In der Mischerei werden die Hauptkomponenten kontrollgesichtet. Der rostfreie Speedmix Batchmischer arbeitet mit kurzen Mischzeiten. Ein großes Nachdepot kann den gesamten Mischerinhalt aufnehmen. Dadurch lassen sich Mischerbefüllung und Abtransport der fertigen Mischung zeitlich entkoppeln. In einem Betrieb mit vielen Rezepten und kleineren Chargen ist das von Vorteil.
Ordnung herrscht auch am und im Schaltschrank. Brandschutztüren, Sensoren, Rauchmeldeanlage sind heute Standard, ebenso Rauchmelder im Schaltschrank mit direktem Draht zur Feuerwehr.
Nach den Fachgesprächen an den verschiedenen Maschinen geht es auf das Dach des Mühlengebäudes. Dort bekommen die Müller einen anderen Ausblick. Sie schauen über die Stadt auf den tiefblauen Luganersee und erkennen, warum diese Mühle mehr ist als ein Produktionsstandort. Sie liegt zwischen Bahnlinie, Ort und See und ist Teil einer Region, die ihre gewerblichen Flächen nicht beliebig ausweiten kann. Der Neubau muss sich architektonisch und organisatorisch in diese Umgebung einpassen. Ein Wiederaufbau an einem solchen Standort bedeutet Abstimmung mit Behörden, Bahn, Kanton und Bund. Am Ende steht für die Besucher ein Apéro bereit und es wird ein Abschiedsfoto geschossen. Vor der Weiterfahrt Richtung Heimat mit dem Mehlexpress stehen alle in Gruppen zusammen und blicken ein letztes Mal auf den beeindruckenden neuen Mühlenbetrieb, der im November 2020 fast verschwunden wäre.
Expertentalk vor neuem Walzenstuhl von Bühler.
Alessandro Fontana hat gezeigt, wie ein Wiederaufbau gelingt ohne alte Schwächen zu wiederholen. Er verarbeitet weiterhin Rohstoffe, die für die regionalen Landwirte und seine Kunden wichtig sind, aber heute mit besserer Überwachung, Hygiene, Automatisierung und einem klarerem Prozessmanagement. In Maroggia lebt die Tradition weiter, weil Familie Fontana fachlich sauber, wirtschaftlich vernünftig und mit sichtbarer Verantwortung neu begann.
Abschiedsfoto vor der Mulino Marrogia mit Alesssandro Fontana (MItte). Danach ging es über Österreich und die Weissachmühle zurück nach München.
Nicht nur für große Besucher ist ein Besuch der neuen Mühle ein Ereignis.
Die erste Etappe der Studienreise des Bayerischen Müllerbundes führte von München nach Augsburg zur Hosokawa Alpine AG u
2026
5/29/2026
Hosokawa Alpine: Von Stiftmühlen zur Müllerschule
Die Studienreise des Bayerischen Müllerbundes begann am 30. April im Norden von München. Der Reisebus füllte sich mit den Teilnehmern, darunter 37 Müller. Der „Mehlexpress“ startete Richtung Augsburg zu Hosokawa Alpine. Das Unternehmen ist in der mechanischen Verfahrenstechnik für Schüttgüter eine feste Größe. Augsburg zeigte sich von seiner sonnigen Seite, und bei Hosokawa Alpine war es kurz vor dem 1. Mai ungewöhnlich ruhig. Im Technikum lief wegen des Feiertags kein Versuch und die Besuchergruppe konnte dadurch in ruhiger Atmosphäre die Werksführung durch Fertigung, Montage und Showroom genießen. Große Gehäuse, schwere Bauteile, präzise gefertigte Sichträder und Apparate mit unterschiedlichen Werkstoffen machten sichtbar, wie viel Fertigungstiefe und Erfahrung in einer Anlage stecken, bevor sie im Mühlenbetrieb im Dauereinsatz durchlaufen kann.
Begrüßung des Bayerischen Müllerbundes bei Hosokawa Alpine (HA) v.l.n.r.: Dr. Josef Rampl (Geschäftsführer Müllerbund), Daniel Lachhammer (Vertriebsleitung HA), Michael Kuhnen (Vorstandsvorsitzender HA) und Rudolf Sagberger (Präsident Müllerbund) (Foto: M+M).
Die Gründung des Augsburger Werks Alpine geht auf das Jahr 1898 zurück. Seit 1987 gehört der Maschinenbauer zur japanischen Hosokawa Micron Corporation. Am Standort selbst wirkt die lange Geschichte weiter. In den Gesprächen wurde deutlich, dass sich viele Mitarbeiter weiterhin als „Alpinisten“ verstehen. Hosokawa Alpine entwickelt nicht Maschinen, sie entwickeln für ein Produkt einen Prozess. In der Welt der Feinvermahlung zählt nicht nur, ob ein Produkt kleiner wird. Entscheidend ist, wie es sich unter mechanischer Beanspruchung verhält. Manche Rohstoffe erhitzen sich schnell, andere setzen an, schmieren, stauben stark oder verändern ihre Funk-tion durch die Vermahlung. Wieder andere lassen sich nur dann wirtschaftlich verarbeiten, wenn die Anlage sauber, sicher und in angemessener Zeit gereinigt werden kann. Für Forschung und Entwicklung spielt das Technikum eine zentrale Rolle. Kunden lassen dort ihre Produkte testen, bevor Hosokawa Alpine eine Anlage auslegt. Das ist kein Beiwerk, sondern Teil des technischen Risikomanagements. Ein Labor- oder Technikumsversuch zeigt, ob die gewünschte Feinheit erreichbar ist, welche Durchsätze realistisch sind und ob ein Produkt im Betrieb zu Problemen führt.
Daniel Lachhammer, Vertriebsbeauftragter bei Hosokawa Alpine, im Vortrag mit der Besuchergruppe (Foto: Hosokawa)
Der Rundgang durch die Fertigungshallen führte vorbei an klassischen Feinmahlmühlen, Sichtermühlen und Stiftmühlen, mit überraschend großen Ausmaßen. Eine Sichtermühle zerkleinert und klassifiziert das Produkt in einem System, erklärten die Mitarbeiter von Hosokawa Alpine. Das Mahlgut wird mechanisch beansprucht und anschließend durch einen integrierten dynamischen Sichter getrennt. Feines Material verlässt die Mahlkammer. Zu grobe Partikel gelangen zurück in die Mahlzone und werden erneut zerkleinert. Das geschieht in der Feinvermahlung unter anderen aerodynamischen Bedingungen und in deutlich feineren Kornbereichen als im Plansichter einer klassischen Getreidemühle. Besondere Aufmerksamkeit fand die neue Alpine Dual Mill ADM. Hosokawa Alpine stellte sie im Februar 2026 vor. Sie soll feinste Pulver mit Oberkorn im einstelligen Mikrometerbereich herstellen und zugleich für Anwendungen in Chemie- und Lebensmittelbranche gut zu reinigen sein. Technisch interessant war für die Müller auch der integrierte dynamische Sichter. Die Trenngrenze lässt sich über die Drehzahl des Sichtrades einstellen. Damit kann der Betreiber den Schnittpunkt im Prozess beeinflussen, ohne die Grundfunktion der Maschine zu verändern. Der Sichter entscheidet nicht allein über „fein“ und „grob“, sondern über verwertbare Fraktionen. Er bestimmt, was fertiges Produkt ist und was weiterbearbeitet werden muss. Bei Lebensmittelrohstoffen hängt daran auch die Funktionalität. Ein fein gemahlener Rohstoff kann Wasser anders binden, sich anders mischen lassen oder im weiteren Prozess eine andere technologische Wirkung zeigen.
Die Contraplex Stiftmühle CW II wurde für anspruchsvolle Produkte weiterentwickelt, unter anderem für ölige und fettige Lebensmittel. Bei solchen Rohstoffen reicht eine hohe Prallgeschwindigkeit allein nicht aus. Das Produkt darf nicht in der Maschine schmieren, anhaften oder den Prozess nach kurzer Zeit blockieren. Hosokawa Alpine hat deshalb das Gehäuse und die Zugänglichkeit überarbeitet. Eine leichtere Reinigung, bessere Oberflächen und ein verändertes Antriebskonzept sollen den Betrieb sicherer und wirtschaftlicher machen. Fettige Produkte wie Mandeln, ölhaltige Saaten, Vollfettsoja oder Presskuchen stellen andere Anforderungen als spröde, trockene Rohstoffe. Eine geeignete Geometrie, ein passender Luftstrom und die richtige Beanspruchung entscheiden dann darüber, ob ein Prozess stabil läuft.
Das Technikum war vor dem Feiertag ungewöhnlich ruhig und ohne Versuche (Foto: Hosokawa).
Einen breiten Raum nahm die Proteinverschiebung ein. Bei der Trockenfraktionierung werden Protein und Stärke nicht über einen Nassprozess getrennt, sondern über Mahlen und Sichten. Das Ausgangsprodukt, etwa Erbse oder Linse, enthält Protein und Stärke in verbundenen Strukturen. Durch gezielte Feinvermahlung werden diese Strukturen aufgeschlossen. Anschließend trennt der Sichter die Partikel nach ihrem Verhalten im Luftstrom. Die feinere Fraktion enthält überwiegend Protein, die gröbere überwiegend Stärke. Für die Lebensmittelwirtschaft ist dieses Verfahren interessant, weil es ohne Wasser und ohne chemische Hilfsstoffe arbeitet. Der Rohstoff bestimmt das Ergebnis jedoch wesentlich mit. Auch Geschmack war ein Thema. In Augsburg erfuhren die Müller, dass ein proteinangereichertes Mehl bitter schmecken kann. Deshalb rückt die thermische Behandlung in den Blick. Sie kann entkeimen und zugleich den Geschmack verbessern. Das ist für Lebensmittelanwendungen entscheidend, denn ein hoher Proteingehalt allein genügt nicht, wenn das Endprodukt sensorisch nicht überzeugt.
In der anschließenden Diskussion wurde deutlich, dass Proteinverschiebung kein reines Modethema ist. Die Nachfrage nach pflanzlichen Proteinen bleibt in vielen Anwendungen vorhanden. Für die klassische Müllerei ergibt sich daraus ein mögliches zusätzliches Feld für Spezialprodukte. Daniel Lachhammer, Vertriebsbeauftragter bei Hosokawa Alpine, ordnete diese Anwendungen im anschließenden Vortrag ein. Zuvor hatte Michael Kuhnen, seit Januar 2026 Vorstandsvorsitzender, die Teilnehmer begrüßt. Der Besuch gab Einblicke in das Werk und ermöglichte den Abgleich zwischen täglicher Mühlenpraxis und den Entwicklungen im Maschinenbau. Der Präsident des Bayerischen Müllerbundes, Rudolf Sagberger, und Geschäftsführer Dr. Josef Rampl bedankten sich für die Führung und die fachlichen Präsentationen.
Größenvergleich Müller gegen Feinprallmühle (Foto: Hosokawa).
Nach einem Gruppenfoto setzte sich der Mehlexpress wieder in Bewegung Richtung Schweizer Grenze (Foto: Hosokawa).
Am Abend erreichte die Gruppe St. Gallen in der Schweiz. Nach der Fertigung in Augsburg stand nun die Ausbildung im Mittelpunkt. Schulleiter Michael Weber empfing die Teilnehmer in der Schweizerischen Müllereifachschule, die international als Swiss School of Milling (SMS) auftritt. Nach dem Apéro präsentierte er anhand von ausgewählten Zahlen unterhaltsam die wichtigsten Fakten seiner Schule. Sie wurde 1957 auf Initiative von Dr. René Bühler zusammen mit Mühlen aus der Schweiz gegründet. Von Anfang an wurden Müller ausgebildet, die später Verantwortung in der getreideverarbeitenden Industrie übernehmen sollen. Michael Weber beschrieb die Schule in einem früheren Beitrag für Mühle + Mischfutter als „Kaderschmiede“.
In St. Gallen vor der Schweizer Müllereifachschule. Auf dem Balkon: Dr. Josef Rampl, Michael Weber und Rudolf Sagberger (Foto: M+M).
Die SMS bietet Kurse in deutscher und englischer Sprache an. Die Kursdauer beträgt sechs Monate. Der deutschsprachige Kurs findet alle zwei Jahre statt. Die Schule verbindet den Unterricht mit Praxis in schuleigener Mühle, Labor und Trainingszentrum. Besonders wichtig ist Weber der Blick über die reine Vermahlung hinaus. Weber formulierte das mit einem Satz, der hängen blieb: „Müller sind ein rares Gut.“ Dahinter steckt eine nüchterne Lagebeschreibung. Viele Mühlen haben in Technik investiert. Sie automatisieren Abläufe, dokumentieren Qualität genauer und erwarten von ihren Mitarbeitern mehr Prozessverständnis als früher. Gleichzeitig bleibt die Zahl gut ausgebildeter Fachkräfte begrenzt. Die Branche braucht nicht nur Bediener. Sie braucht Menschen, die Rohstoff, Maschine und Endprodukt zusammen denken. Genau hier setzt die SMS an. In der Erinnerung der meisten Teilnehmer blieb nicht nur der fachliche Austausch, sondern auch die wohl beste Kaffeemaschine aller Müllerschulen. Der von Michael Weber sorgfältig zubereitete Cappuccino im Pausenraum weckte die Lebensgeister für den Rest des Tages und zeigte, dass Fachschulen nicht allein von Lehrplänen leben, sondern auch von Orten, an denen man gerne zusammenkommt.
Schulleiter Michael Weber erklärt unterhaltsam die wichtigsten Fakten zur Schweizer Müllereifachschule (Foto: M+M).
Dr. Josef Rampl brachte den Anspruch der Müller knapp auf den Punkt: „Unser aller Ziel ist die beste Ausbildung.“
In Augsburg hatte die Gruppe gesehen, wie sehr moderne Verfahrenstechnik vom Produkt des Kunden gedacht werden muss. In St. Gallen wurde klar, dass Menschen diese Technik nur dann sinnvoll einsetzen können, wenn sie die Wirkung einer Änderung verstehen, Fehlerursachen eingrenzen und Qualität mit den Anforderungen der Kunden verbinden. So endete der erste Reisetag mit der Erkenntnis, dass die Zukunft der Müllerei dort entsteht, wo präzise Verfahrenstechnik mit erfahrenen Ausbildern und Fachleuten zusammenkommt, die bereit sind, ständig weiterzulernen.
Lesen Sie hier die Berichte zu den weiteren Etappen der Reise: Bühler in Uzwil und die Grüninger Mühlen, die Mulino Maroggia im Tessin und die Weissachmühle im Allgäu.
Die Studienreise des Bayerischen Müllerbundes ins Tessin dauerte vom 30. April bis 4. Mai 2026.
2026
5/29/2026
Bayerischer Müllerbund auf Studienreise 2026
Von München starteten die Teilnehmer des Studienreise des Bayerischen Müllerbundes mit einem Reisebus zur ersten Etappe der Reise. Über Augsburg ging es in die Schweiz nach St. Gallen zur Schweizer Müllereifachschule und von dort nach Uzwil an den Standort von Bühler. Folgende Teilnehmer waren mit dabei: Simon Bretthauer, Greta Vahrenhorst, Josef und Christine Vogt, Fritz Schweiger, Bettina Hettwer, Martin und Michael Hemmer, Manfred und Margarethe Jesser, Edgar und Daniela Kemmer, Christian und Christine Rückert, Franz Holzner, Alfred Thurmaier, Anton Mühlebach, Elisabeth Duttweiler, Monika Drax, Detlef Eibisch, Klaus Heimerl, Michael Sailer, Hubertus Nitzschke, Timm Scharf, Albert Stinzendörfer, Philipp Strohmaier, Stefan Winkler, Carolina Göggerle, Markus Huemer, Franz Grabmer, Ulrich Hochmuth und Gerhard Wieser sowie für Mühle + Mischfutter Rainer Miserre und Sabine Kemper sowie der Präsident des Bayerischen Müllerbundes Rudolf Sagberger und der Geschäftsführer des Bayerischen Müllerbundes Dr. Josef Rampl.
Klaus Heimerl von der Landshuter Kunstmühle brachte es mit seinem T-Shirt auf den Punkt: Die Reise und die Aussicht auf die Seen waren PhänoMEHLnal (Foto: M+M).
Kurz nach Start folgte der erste Stopp bei Hosokawa Alpine in Augsburg. Herzlicher Empfang mit Besichtigung des Technikums und der Fertigung von Maschinen zur Aufbereitung/Handling von Pulvern, Granulaten sowie Schüttgütern. CEO Michael Kuhnen begrüßte die Gäste. Daniel Lachhammer, Fields Sales Engineer und Melanie Sigmund, Sales Managerin Food, hielten die Fachpräsentation.
Daniel Lachhammer, Fields Sales Engineer bei Hosokawa Alpine im Vortragssaal mit der Besuchergruppe der Müller (Foto: Hosokawa Alpine).
Begrüßung des Bayerischen Müllerbundes bei Hosokawa Alpine (HA) v.l.n.r.: Dr. Josef Rampl (Geschäftsführer Müllerbund), Daniel Lachhammer (Vertriebsleitung HA), Michael Kuhnen (Vorstandsvorsitzender HA) und Rudolf Sagberger (Präsident Müllerbund) (Foto: M+M).
Franz Grabner prüft fasziniert das Innenleben der Feinprallmühle (Foto: Hosokawa).
Am Abend erreichte die Gruppe St. Gallen. Der Wechsel war deutlich. Nach der Fertigung in Augsburg stand die Ausbildung im Mittelpunkt. Schulleiter Michael Weber empfing die Teilnehmer in der Schweizerischen Müllereifachschule, die international als Swiss School of Milling auftritt. Nach dem Apéro präsentierte er anhand von ausgewählten Zahlen unterhaltsam die wichtigsten Fakten seiner Schule.
Vor dem Gebäude der Müllereifachschule in St. Gallen, auf dem Balkon Dr. Josef Rampl, Michael Weber undu Rudolf Sagberger (Foto: M+M).
Am zweiten Tag standen ein Besuch bei der Bühler Group in Uzwil mit anschließender Besichtigung der Grüninger Mühle in Flums auf der Tagesordnung. Im Grain Innovation Center (GIC) präsentierte Stefan Birrer, Managing Director Milling Solution bei Bühler, einen ersten Überblick. Rudolf Hofer, Head of Grain Innovation, stellte beim anschließenden Rundgang aktuelle Entwicklungsprojekte vor.
Stefan Birrer, Head of Business Area Milling Solutions bei Bühler und Dr. Josef Rampl auf dem Dach des Bühler gebäudes in Uzwil (Foto: M+M).
Gruppenfoto bei Bühler in Uzwil auf der Dachterrasse (Foto: M+M).
Ein weiterer Schwerpunkt lag auf der Aus- und Weiterbildung. Dario Grossmann, Head of Milling Academy, machte deutlich, wie stark sich das Berufsbild verändert. Automation, Elektrik, Datenanalyse und Fehlersuche werden in der Ausbildung für Müller immer wichtiger.
Rudolf Hofer, Head of Grain Innovation Center führte die Besuchergruppe durch das Testzentrum am Standort in Uzwil (Foto: M+M).
Beim nächsten Stopp in Flums begrüßten Firmenchef Christoph Grüninger, Philipp Marquart (stv. Geschäftsführer) und Jonas Tremp (Qualitätsmanagement der Grüninger Mühle) die Besucher. Beeindruckend war der Mühlenrundgang mit Georg Schafler (Head of Milling Technologie) und Jochen Schneider (Area Sales Manager bei Bühler). Beide erläuterten die digitalisierte Produktion mittels Temperatur- und Vibrationsmessung, Energieermittlung und Messung der Gesamtanlageneffektivität.
Die Walzenstühle in der Grüninger Mühle (Foto: M+M).
Nach der Weiterreise ins Tessin stand Müller Alessandro Fontana Rede und Antwort. Er leitet mit der Mulino Maroggia die letzte kommerzielle Mühle im Tessin (CH). Die Mühle brannte im Jahr 2020 ab und löste einen Generalalarm aus. Zwar konnten Teile der Gebäude gerettet werden, dennoch gelang der Wiederaufbau nur mit vereinter Unterstützung aller. Die Stadt, das Land, der Versicherer Allianz, Maschinenbauer Bühler und ein befreundeter Müller halfen umgehend. Nach drei Jahren des Aufbaus blicken jetzt alle stolz auf die neue automatisierte Mühle, die in der Region für das tägliche Brot sorgt.
Gruppenfoto mit Alessandro Fontana (Mitte) vor der neuen Mulino Maroggia (Foto: M+M).
Auf der Rückreise stand abschließend die Weissachmühle in Oberstaufen/Allgäu auf dem Programm. Geschäftsführerin Linda Köberle begrüßte die Gäste bei einem gemeinsamen Mittagessen in der Königlich BayerischenEnzianhütte.
Direkt neben der Weissachmühle: Empfang in der Königlich Bayerischen Enzianhütte. V.l.n.r.: Dr. Josef Rampl, Linda Köberle-Fink mit Lukas Fink und Rudolf Sagberger.
Aus dem einst kleinen, traditionellen Mühlenbetrieb ist inzwischen einer der renommiertesten Mischfutterhersteller in Süddeutschland geworden. Die Weissachmühle ist heute die einzige noch verbliebene Mühle im Allgäu. Alle Mischfuttersorten werden seit Jahrzehnten rein auf pflanzlicher Basis, also ohne tierische Produkte wie Tiermehl, Tierfett, Fleischknochenmehl oder Fischmehl hergestellt. Fazit: Eine gelungene und vor allem sehr informative Reise - einfach PhänoMEHLnal.
Die nächste Studienreise mit dem Bayerischen Müllerbund ist für übernächstes Jahr geplant.
Michael Gutting, Geschäftsführer der Bindewald & Gutting Mühlengruppe (BiGu), im Gespräch mit Mühle + Mischfutter (M+M).
2026
5/22/2026
Interview mit Michael Gutting
M+M: Gemeinsam mit Ihren Cousins leiten Sie die größte familiengeführte Mühlengruppe Deutschlands. Wie schätzen Sie Ihren Wettbewerb ein und werden Sie weiterwachsen?
Michael Gutting: Wir machen uns über Wettbewerber relativ wenig Gedanken. Wir versuchen, unsere Energie auf Dinge zu verwenden, die wir tatsächlich beeinflussen können. In der Müllerei war es lange üblich, dass man ständig auf den Nachbarn schaut: Wer macht was, wer baut was, wer verkauft an wen? Uns interessiert nur, wie wir für Kunden und Lieferanten einen Mehrwert schaffen können. Früher war der Müller oft nicht mehr als ein Lieferant von weißem Pulver. Die eigentliche Wertschöpfung lag an anderen Stellen der Kette. Der entscheidende Fortschritt bestand darin, dass wir uns vom reinen Vermahler hin zum in der Wertschöpfungskette funktionsorientierten Lieferanten entwickelt haben. Für diese Entwicklung waren die Forschungsleistungen z. B. der Bundesforschungsanstalt in Detmold und anderer übrigens Gold wert, weil man sie damals nutzen konnte, um daraus Mehrwert zu erschaffen. Nämlich Funktionalität. Wer das verstanden hat, schaut zuerst auf die Frage: Was braucht mein Kunde und/oder Lieferant wirklich, und wie kann ich zu seinem Erfolg beitragen? Wir interessieren uns nur für eins: Für zufriedene Kunden, für zufriedene Lieferanten und zufriedene Mitarbeiter. Wenn darüber hinaus noch etwas Glück hinzukommt, entsteht daraus Erfolg und eventuell Wachstum.
"Wachstum ist kein Ziel. Wachstum ist das Resultat aus zufriedenen Kunden, Lieferanten und Mitarbeitern.“ Michael Gutting
Michael Gutting ist Mitglied der Inhaberfamilie der Bindewald & Gutting Mühlengruppe und gehört zum Geschäftsführerteam ihrer Verwaltungs-GmbH. Er ist Müller, Müllereitechniker und staatlich geprüfter Betriebswirt (Foto: BiGu).
M+M: Zufriedene Kunden stellen spezielle Anforderungen, und wenn diese vom Landwirt bis zum Endkunden gedacht werden, sind Investitionen notwendig. Können kleine Betriebe das überhaupt leisten, oder haben sie gegen große Mühlenbetriebe wie Ihren keine Chance mehr?
Michael Gutting: Wir waren auch mal klein. Meine Familie hat mit sehr überschaubaren Mengen gearbeitet. Mein Vater hat mit 700 t im Jahr, meine Onkel mit 4.000 t im Jahr begonnen. Entscheidend ist nicht die Größe, sondern die Bereitschaft, Entscheidungen zu treffen und daraus zu lernen. Natürlich scheitert man manchmal. Aber ohne diese Bereitschaft kommen Sie in der Müllerei nicht weiter. Nicht „Groß schlägt Klein“, sondern Schnelligkeit und Anpassungsfähigkeit dürften weiterhin die wesentlichen Faktoren für ein erfolgreiches und nachhaltiges Weiterkommen sein. Die Saalemühle ist einer der größten Mühlenbetriebe Europas. Sie hat Eigenkapital im zweistelligen Millionenbetrag. Das ist kein Cash, das ist gebunden in Maschinen und Gebäuden. Wenn morgen hier kein Weizen mehr wächst, ist sie nichts mehr wert. Also müssen wir darauf achten, dass wir Weizen haben, Mitarbeiter und Kunden. Die Branche redet gern von Tradition. Aber wenn Tradition zur Ausrede für Veränderungsverweigerung wird, finde ich das grauenvoll. Die Tradition ist nicht der Walzenstuhl oder die Mühle.
"Tradition ist die unternehmerische Freiheit und die Fähigkeit, sich anzupassen."
Das ist nachhaltig. Unsere Vorfahren sind Müller geworden, weil sie ihre Familien ernähren mussten. Das war das Motiv. Und daraus folgt für mich bis heute: Wenn sich die Situation oder die Rohstoffbasis fundamental verschiebt und ein Standort seine wirtschaftliche Grundlage verliert, dann muss man harte Entscheidungen treffen.
66 Lkw hat die Saalemühle im Einsatz (Foto: M+M).
M+M: Wie definieren Sie die Rolle des Müllers heute?
Michael Gutting: Strategie und Tradition erfordern zusammen betrachtet Anpassung, Resilienz und Lernfähigkeit. Der erfolgreiche Müller der Zukunft muss generalistisch denken und in den Details trotzdem sattelfest sein. Ich habe eine betriebswirtschaftliche Ausbildung, eine müllerische Ausbildung und mich weiter in die Anwendungstechnik und die Bedürfnisse der Landwirte und Kunden eingearbeitet. Man muss zuhören, mitfahren, anschauen, nachfragen. Nur so versteht man, wo beim anderen die Triggerpunkte liegen. Auch bei uns war in der Vergangenheit häufig die Innensicht stärker im Fokus als der Blick auf die gesamte Wertschöpfungskette. Die Fragen der Partner in der Wertschöpfungskette können vielfältig sein: Verarbeitungsfähigkeit, CO2-Fußabdruck, Kosten, Logistik, Verfügbarkeit, Lebensmittelsicherheit und -gesundheit etc.
"Wer Veränderungen hinauszögert, verliert seine Gestaltungsfreiheit.“
Es geht darum, mit unseren Partnern Lösungen zu finden, die dauerhaft zu einer nachhaltigen Verbesserung der Wettbewerbsfähigkeit aller führen. Bei allen Bestrebungen und eventuell unterschiedlichen Positionen kommt es im Endeffekt darauf an, die Bedürfnisse des Endkonsumenten zu erfüllen. Wir sind bewusst in der Zwischenstufe geblieben, nicht als anonymer Rohstofflieferant, sondern als Partner, der seine Kunden erfolgreicher machen will.
M+M: Was heißt das konkret im Kundengeschäft?
Michael Gutting: Da die Anforderungen der Konsumenten und des Lebensmitteleinzelhandels an die Produkte unserer Kunden permanent steigen, müssen wir gemeinsam mit unseren Kunden Lösungen finden, um die Erfordernisse dieser Steigerungen erfüllen zu können. Der Konsument verzeiht nichts. Er will aus einem Sortiment schmackhafter, günstiger, gesunder, sicherer und stets verfügbarer Produkte auswählen können. Er hat das ultimative Votum und stimmt mit den Füßen ab. Deshalb tun wir alles dafür, Prozesse und Lieferketten zu etablieren, um diese Herausforderungen zu meistern. Wenn uns das gelingt, haben wir eine Funktion in der Wertschöpfungskette, die sich von der des Lieferanten von weißem Pulver in früheren Zeiten deutlich unterscheidet. Das Problem des Bäckers ist nicht der Proteinwert. Dazu gehört auch, dass wir trotz unterschiedlicher Rohstoffvoraussetzungen an den verschiedenen Standorten mit unserem Wissen und unseren Fähigkeiten unseren Kunden in jeder Region Deutschlands und Europas eine homogene Produktqualität zur Verfügung stellen müssen, damit diese die Erfordernisse der Konsumenten erfüllen können.
Das Mühlengebäude mit Fertigwarensilos (links) und Rohwarensilos (rechts). 352 Stufen führen auf das Dach der Mühle. Die Saalemühle produziert täglich genug Mehl für 50 Mio. Brötchen (Foto: M+M).
M+M: Sie sagten, das Problem des Bäckers ist nicht der Proteinwert. Ist dann die Qualitätsdiskussion überflüssig?
Michael Gutting: Natürlich braucht man Messwerte und Analytik. Jedoch wird man mit diesen Parametern häufig der Komplexität der Fragestellung heutiger Applikationen und Probleme nicht mehr gerecht. Was bringt es einem Kunden, wenn er Probleme mit seinem Endprodukt hat, die analytischen Parameter stimmen, das Problem aber nach wie vor existiert? Der sensible Konsument und die Komplexität der Prozesse bedürfen mittlerweile eines so umfangreichen Wissens über Sorten, Sortengemische, Verarbeitungstechnik und Hilfsstoffe, dass der Einzelne kaum in der Lage ist, diese Parameter in ihrer Vielfalt und ihrem Zusammenwirken abzubilden. Heute lehren und diskutieren wir nach wie vor mit dem Wissen und dem Verständnis, deren Basis im letzten Jahrtausend gelegt wurde. Die Bundesforschungsanstalt in Detmold, das heutige Max Rubner-Institut, war damals ein exzellenter wissensorientierter Partner, der allen Beteiligten in der Wertschöpfungskette geholfen hat, Wissen aufzubauen, Probleme zu lösen und sich zu entwickeln. Somit wurden Mehrwerte für die Gesellschaft und die Unternehmen geschaffen. Als kleines Beispiel: Ursächlich durch die Unterstützung der Bundesforschungsanstalt ist es gelungen, eine Weizensortenentwicklung zu betreiben, mit der die Bundesrepublik Deutschland ab dem Jahr 1975 Selbstversorger wurde und nicht mehr von Importen von Qualitätsweizen abhängig war. Das nenne ich zukunftsgewandt, resilient, nachhaltig. Leider wirkt das Institut aktuell auf mich, als sei aus einem ergebnisoffenen Grundlagenermittler eine Institution mit einem politischen Auftrag geworden.
"Ich halte es für einen Fehler, wenn Forschung politisiert oder ideologisiert wird. Wir brauchen wieder klare Fragestellungen, klare Reibung und klare Nähe zur Praxis."
Die Branche braucht Forschung, aber Forschung, die etwas lösen will. Vor dem Hintergrund der sich verändernden Märkte sind Antworten auf die Fragen nach Resilienz und nachhaltigen Lieferketten für unsere Zukunft von enormer Bedeutung. Schauen Sie sich die Thematik der Trockenheit und der dringenden Notwendigkeit von trockenstressresistenten Sorten an. Wenn wir hier die Züchtungsunternehmen nicht auch mit Forschung und dem Willen zur mutigen Veränderung unterstützen, steuern wir auf eine höchst problematische Zukunft zu. Wir reden bei diesen Themen nicht über Spielereien, das sind Zukunftsfragen. Und die kann kein einzelnes Unternehmen allein heben. Dafür braucht es starke Forschung, klare Prioritäten und Mut zur Debatte. Unsere Mühlengruppe investiert in Getreidelager, damit wir besser sortieren können. Wir investieren in Endproduktlager, um die Mehle für unsere Kunden gezielter zurechtzuschneiden. Das ist unser Weg. Ob der richtig ist oder nicht, wird sich herausstellen. Ich sage nicht, dass wir alles wissen. Wir sind demütig unterwegs, hören zu und lernen.
M+M: Mit dem Erwerb der Ceres Mühle haben Sie einen weiteren Mühlenstandort und bauen Ihre Kapazitäten mit der begonnenen Modernisierung enorm aus. Wie passt das in das bisher Gesagte hinein?
Michael Gutting: Die Ceres Mühle in Brüssel passt da hinein, weil wir seit Jahren Kundenbeziehungen im Raum Belgien und Nordfrankreich haben. Wir haben den Betrieb zum Kauf angeboten bekommen und haben gesagt: „Yes, we go for it.“ Die eigentliche Ursprungsidee war, den Standort nicht weiter zu betreiben. Jedoch stellten wir dann fest, welch gute Voraussetzung der Standort Brüssel hat: trimodal mit maritimer Anbindung und im Herzen eines starken europäischen Landes mit hoher Einwohnerdichte. Mit Übernahme des Standorts war uns klar, dass wir dort einen erheblichen Investitionsstau vorfinden. Im Zuge der strategischen Neuausrichtung haben wir uns dann entschlossen, neue Vermahlungsaggregate mit einer um 25% geringeren Tagesleistung zu installieren.
Die Steuerungszentrale mit Prozessleitsystem (Foto: M+M).
M+M: Bereits im September soll die modernisierte Mühle zu besichtigen sein für die Besucher des Milling Forum Europe, ein aus der Detmolder Müllerei-Fachtagung hervorgegangenes europäisches Veranstaltungsformat in Brüssel. Wieso jetzt diese Veranstaltung?
Michael Gutting: Ob es den Müllern gut geht, hängt davon ab, ob sie der Veränderung hinterherhängen oder ob sie vorn dran sind. Wir, die Müllerei, waren eine Weile vorn. Jetzt fangen wir wieder an, hinterherzuhängen. Deswegen und weil sich die Müllerei in den nächsten Jahren sehr verändern wird, braucht es ein neues Veranstaltungsformat. Wenn die klassischen Formate in ihrer alten Form nicht mehr tragen, muss man sie verändern. Die Europäische Union hat allein rund 450 Mio. Konsumenten. Will man für die Müllerei ein relevantes Format schaffen, muss man größer denken, sprachlich offener, geografisch zugänglicher, thematisch breiter. Brüssel eignet sich, weil dort Infrastruktur, Erreichbarkeit und Symbolik zusammenkommen. Wenn die Branche weiter nur im eigenen Saft kocht, wird das Format kleiner und kleiner und wird damit irgendwann in der Bedeutungslosigkeit verschwinden. Wenn sie Europa ernst nimmt, bekommt sie wieder kritische Masse. So einfach ist das. Auch das ist wieder Anpassung. Ich würde mich freuen, wenn es wirklich eine stärker europäische Veranstaltung werden würde. Mir ist sehr wichtig, dass dies auch für unser Verbandswesen gilt. Wir müssen unseren europäischen Verbänden viel mehr Raum und Gewicht geben. Und deshalb sehe ich eine solche Veranstaltung auch nicht im Ansatz als eine Konkurrenz zu heutigen europäischen Formaten, sondern als einen Versuch, eine Ergänzung und Erweiterung einer primär technisch ausgerichteten Veranstaltung auf europäischem Niveau zu etablieren.
Das Labor der Mühle (Foto: M+M).
M+M: Sie setzen bei dem Umbau in Belgien auf Produkte des Schweizer Technologieunternehmens Swisca. Arbeiten Sie auch weiter mit der Bühler Group zusammen?
Michael Gutting: Selbstverständlich arbeiten wir auch weiterhin intensiv mit Bühler zusammen. In Brüssel werden Komponenten von Bühler, Swisca und anderen Vorlieferanten installiert. Ich bin froh, dass mehr Bewegung in den Markt kommt mit vielen Anbietern. Wettbewerb tut dem Markt gut. Wir suchen unsere Lieferanten nach diversen Punkten aus. Ein wichtiger Punkt ist die Relation zwischen Investitionskosten und dauerhaften Betriebskosten. Und wir wissen, dass jeder Lieferant manchmal auch Fehler produziert. Entscheidend ist jedoch, dass die Problemlösung schnell und unbürokratisch geschieht. Und das meine ich auch so, denn wir reden hier über Anlagen, die 365 Tage 24 Stunden am Tag verfügbar sein sollen. Hier braucht man Lieferanten, die mit einer hohen Flexibilität genau diese genannten Punkte gewährleisten können. Uns beeindruckt, wenn ein Maschinen-/Anlagenlieferant mutig ist und auch gerne einmal innovative Wege beschreitet. Das ist nicht ohne Risiko, bis dato sind wir aber von einer solchen Vorgehensweise nicht enttäuscht worden, und meistens haben wir uns dadurch auch verbessert.
Michael Gutting mit Rainer Miserre vor der Mühle in Alsleben (Foto: M+M).
M+M: Sie haben viele Maschinen bei Swisca für die Ceres Mühle bestellt. Hätten Sie sich da nicht gleich bei Swisca einkaufen können?
Michael Gutting: Nein, wir wollen kein Maschinenbauer werden. Unsere Zusammenarbeit ist rein kommerziell, wir sind nicht am Unternehmen beteiligt. Die Entscheidung für Swisca war rein betriebswirtschaftlich begründet. In der Mühle ist z. B. die Hygiene kein Nebenthema, sondern ein hartes Kosten- und Qualitätsthema. Früher hat man begast, dann stieg der Befallsdruck wieder, dann hat man irgendwann erneut massiv eingegriffen. Gerade bei groben Produkten, Vollkornmehlen und Grießen, die man nicht sicher einer Kontrollsiebung unterziehen kann, brauchen wir konsequente Hygiene. Und wir schauen uns genau an, wie Maschinen konstruiert sind: Zur einfachen Reinigung dieser Maschinen müssen Toträume reduziert und Zugänglichkeiten verbessert werden, damit wir Standzeiten minimieren können und dauerhaft ein möglichst geringes Risiko einer Entwicklung von Ungeziefer erreichen. Das Risiko eines Schädlingsbefalls kann so elementare monetäre Kosten und Rufschädigung nach sich ziehen, dass wir alles daransetzen, für uns und unsere Kunden solche Ereignisse möglichst auszuschließen. Unser Konzept ist enorm kapitalaufwendig, wir haben vermutlich eine der höchsten Investitionsquoten der Branche. Wenn wir investieren, dann wollen wir den Mehrwert auch wirklich heben und nicht nur Geld in Technik stecken. Genau das ist in der Vergangenheit oft in der Branche passiert. Da wurden neue Maschinen gekauft, aber das Hygienekonzept drumherum blieb im alten Denken hängen. Man macht eine große Investition und holt den eigentlichen Nutzen nicht raus. Da sind wir heute deutlich strikter.
Die Saalemühle am Ufer ihrer Namensgeberin in Sachsen-Anhalt (Foto: BiGu).
M+M: Sie denken nicht nur in klassischen Mehllinien. In Bayern gehen Sie mit Leguminosen und Soja in neue Bereiche.
Michael Gutting: Aber auch nicht deshalb, weil irgendein Trendmagazin das hübsch findet. Uns interessiert der Rohstoff, was landwirtschaftlich möglich ist und was daraus industriell tragfähig werden kann. In Bayern bearbeiten wir unter anderem Vorstufen für die Verarbeitung von Soja und anderen pflanzlichen Rohstoffen. Der Punkt ist doch: In vielen jungen Segmenten gibt es Ideen genug, aber viel zu wenig Skalierung. Jeder rechnet klein, jeder legt Sondermargen drauf, und am Ende ist das Produkt absurd teuer. Das kann so nicht funktionieren. Wenn du ein Ferkel fütterst, es als Schwein mästest, es schlachtest, es zerlegst, und das Fleisch ist am Ende günstiger als das pflanzliche Protein. Das kann nicht sein. Wir schauen deshalb, wie man alternative Proteine in bestehende industrielle Strukturen integriert, mit vorhandener Infrastruktur und mit echter Serienfähigkeit. Dann wird aus einer Idee vielleicht später ein Geschäft. Wir sprechen mit den Landwirten, so sind wir auch schon bei anderen Fruchtarten vorangekommen. Erst anbauen lassen, dann schauen, ob es funktioniert, dann die Einkaufssystematik darauf ausrichten. Heute reden wir dort über erhebliche Mengen aus lokalem Anbau. Das ist für mich Resilienz in der Wertschöpfungskette. Ähnlich bei Leguminosen: Wenn Landwirte sagen, dass bestimmte Kulturen in ihre Fruchtfolge passen würden, dann muss man prüfen, ob sich dafür belastbare Absatzwege entwickeln lassen. Nicht alles, worüber geredet wird, trägt. Aber wenn man nur jammert, kommt man nie voran. Dann lieber ausprobieren, rechnen, anpassen.
M+M: Kommen wir zur Ausbildung...
Michael Gutting: … das Thema ärgert mich wirklich. Ich finde den Zustand der Ausbildung in Teilen erbärmlich. Und ich sage ausdrücklich: Das liegt am wenigsten an den Schulen. Die Schulen sind auch nur ein Produkt der Anforderungen, die die Unternehmen und die Gesellschaft an sie stellen. Viele Betriebe wollen einfach nur eine Planstelle für einen Auszubildenden besetzen, freuen sich dann, wenn sie jemanden finden, unabhängig von Eignung und Voraussetzungen. Das ist die falsche Haltung.
"Wir sollten als Branche eine neue Ausbildungsinstitution kreieren, wie eine Privatuni."
Wenn ich in einer strukturschwachen Region Leute gewinnen will, dann muss ich etwas dafür tun. Wir zahlen unseren Auszubildenden ein überdurchschnittliches Gehalt, unterstützen sie auch bei Mobilität und Wohnungsbereitstellung. Wer leistungsfähige Leute will, muss sich auch so verhalten. Gleichzeitig gilt aber auch: Wir sind in Deutschland viel zu unambitioniert geworden. An vielen Stellen scheuen wir Exzellenz statt sie einzufordern, und das ist brandgefährlich.
Ein kleiner Teil des Fuhrparks der Saalemühle. Im Jahr 2025 wurden 16 neue Lkw angeschafft (Foto: M+M).
M+M: Sie fordern mehr Exzellenz und mehr Auslese?
Michael Gutting: Ich fordere höhere Ansprüche. Das ist etwas anderes. Wer Meister werden will, muss die Dinge beherrschen. Erfahrung gehört dazu. Leistung gehört dazu. Es kann nicht sein, dass Titel vergeben werden, während elementare technische Grundlagen fehlen. Früher war der Weg zum Meister mit Jahren der Praxis verbunden. Heute wird vieles beschleunigt, verkürzt, weichgespült. Die leistungsfähigen Auszubildenden springen dann nur so hoch, wie sie müssen. Und wenn das Niveau zu niedrig ist, werden gerade die High-Performer unterfordert. Wir müssen als Gesellschaft wieder bereit sein, Scheitern auszuhalten und Leistung einzufordern. Es kann doch nicht sein, dass die Anforderungen an unsere Branche immer höher werden, aber die Ausbildung dafür nicht Schritt hält oder sogar schlechter wird. Ich bin davon überzeugt, dass ein zentraler Punkt für die Wettbewerbsfähigkeit und die Zukunftsbedeutung unserer Branche in der Qualität der zukünftigen Auszubildenden liegt.
M+M: Zum Schluss gefragt: Wie sieht Michael Gutting die Zukunft der Müllerei?
Michael Gutting: Die Zukunft gehört nicht den Lautesten und auch nicht automatisch den Größten. Sie gehört denen, die bereit sind, zu lernen, sich anzupassen und klar zu entscheiden. Die Müllerei wird technischer, datenbasierter und kapitalintensiver. Gleichzeitig bleibt sie ein Rohstoffgeschäft, ein Vertrauensgeschäft und ein Dienstleistungsgeschäft. Wer den Landwirt nicht versteht, wird beim Rohstoff Probleme bekommen. Wer den Bäcker nicht versteht, wird beim Kunden scheitern. Wer seine Strukturen nicht im Griff hat, wird trotz guter Maschinen Geld verlieren. Und wer meint, Tradition reiche als Geschäftsmodell aus, wird irgendwann von der Realität eingeholt. Ich bin da ziemlich klar: Klagen bringt nichts. Entscheiden, umsetzen, korrigieren, weiterlernen. So funktioniert Unternehmertum. Und genau so wird auch die Müllerei der Zukunft funktionieren müssen.
Michael Gutting mit Rainer Miserre in der Werkstatt der Mühle (Foto: M+M)..
Bühler richtet den Standort Braunschweig neu aus und stärkt dort gezielt den Customer Service.
2026
5/19/2026
Keine Produktion mehr bei Bühler in Braunschweig
Als Grund für die Entscheidung nennt Bühler die anhaltend schwierigen Rahmenbedingungen im industriellen Produktionsumfeld Deutschlands, die zu Wettbewerbsnachteilen im weltweiten Konkurrenzumfeld für viele Maschinenbauer führen. Hohe Verwaltungsvorgaben, stark gestiegene Energiekosten, ein komplexer Arbeitsmarkt und vieles mehr sind Rahmenbedingungen, welche den Anlagenbau zunehmend unwirtschaftlich machen. Wie viele andere Unternehmen in vergleichbarer Lage zieht Bühler daraus die Konsequenzen und stellt die Produktion von Maschinen und Anlagen in Braunschweig ein. Das heute in Braunschweig produzierte Volumen soll von bestehenden Bühler Standorten in Europa aufgefangen werden. Für die betroffenen Mitarbeitenden wird gemeinsam mit den Sozialpartnern ein Sozialplan verhandelt. Vor dem Werkstor kam es zu ersten Demonstrationen und der Oberbürgermeister von Braunschweig, Dr. Thorsten Kornblum (SPD) nennt den geplanten Stellenabbau „…eine schmerzhafte Nachricht für den renommierten Maschinenbau-Standort Braunschweig.“
Bühler möchte den Fokus im Produktionswerk Braunschweig auf das Servicegeschäft legen und den Standort Braunschweig mit den Bereichen Kundenservices, Technologie, Verkauf und Projektabwicklungen erhalten und Kompetenzen für komplexe, moderne und zukunftsgerichtete Angebote für die Kunden bündeln. Langfristig ist der Aufbau eines Industry Service Center Grains für Europa angedacht. Im Interview erklärt Stefan Birrer, Head of Business Area Milling Solutions bei Bühler, warum Bühler Braunschweig als Kompetenzzentrum für Customer Service stärkt, und wie Kunden davon profitieren können.
Stefan Birrer, Head of Business Area Milling Solutions bei Bühler (Foto: Bühler).
M+M: Warum richtet Bühler den Standort Braunschweig neu aus?
Stefan Birrer: Die Anforderungen unserer Müllerei-Kunden haben sich in den vergangenen Jahren deutlich verändert. Heute geht es nicht mehr nur um einzelne Maschinen oder klassische Serviceleistungen. Kunden erwarten zunehmend ganzheitliche Unterstützung über den gesamten Lebenszyklus ihrer Anlagen hinweg. Dazu gehören technologische Beratung, Modernisierungskonzepte, Automationserneuerungen, digitale Lösungen und die laufende Optimierung bestehender Produktionsprozesse. Genau auf diese Entwicklung reagieren wir, indem wir Braunschweig gezielt als Kompetenzzentrum für Customer Service weiterentwickeln.
"Unser Ziel ist es, Kompetenzen am Standort zu bündeln und unsere Kunden schneller, fundierter und zukunftsgerichteter zu unterstützen." Stefan Birrer
M+M: Was bedeutet diese Entwicklung konkret für Müller und für Ihre Partner?
Stefan Birrer: Für unsere Kunden bedeutet das vor allem: Kontinuität, Nähe und zusätzliche Kompetenz. Braunschweig bleibt ein wichtiger Bühler-Standort und ein zentraler Ansprechpartner für die Müllerei- und Getreideverarbeitungsbranche. Wir wollen Kunden dabei unterstützen, die Leistung ihrer bestehenden Anlagen zu verbessern, Stillstände zu vermeiden, Modernisierungspotenziale zu erkennen und ihre Wettbewerbsfähigkeit langfristig zu stärken. Viele Betriebe möchten ihre Produktion effizienter, flexibler und nachhaltiger gestalten, ohne sofort in komplett neue Anlagen zu investieren. Oft liegt grosses Potenzial in der gezielten Weiterentwicklung bestehender Systeme. Genau hier kann ein starker Service-Standort echten Mehrwert schaffen.
M+M: Welche Themen werden im Service besonders wichtig sein?
Stefan Birrer: Wir sehen vor allem vier Bereiche, die weiter an Bedeutung gewinnen: technologische Beratung, digitale Services, Automationserneuerungen und die Modernisierung bestehender Anlagen. Unsere Kunden arbeiten in einem zunehmend anspruchsvollen Umfeld. Rohstoffschwankungen, steigende Energie- und Betriebskosten, Fachkräftemangel, höhere Qualitätsanforderungen und der Wunsch nach mehr Transparenz in der Produktion stellen viele Betriebe vor grosse Herausforderungen. Service bedeutet deshalb heute mehr als schnelle Hilfe im Störungsfall. Es geht darum, gemeinsam mit dem Kunden vorausschauend Lösungen zu entwickeln, Anlagen verfügbar zu halten, Prozesse zu optimieren und neue technologische Möglichkeiten nutzbar zu machen.
M+M: Welche Rolle wird Braunschweig im europäischen Bühler-Netzwerk einnehmen?
Stefan Birrer: Der Standort Braunschweig soll sich langfristig zu einem starken Service- und Kompetenzzentrum für die Mühlenindustrie sowie für Getreideverarbeitungsanlagen in Europa entwickeln. Wir bündeln dort Know-how in den Bereichen Customer Service, Technologie, Vertrieb und Projektabwicklung. Ziel ist es, Fachwissen, Anwendungskompetenz und Kundennähe so zusammenzuführen, dass daraus konkrete Mehrwerte für Müllerinnen, Müller und Partner entstehen. Ein besonderer Vorteil ist die Nähe zur Deutschen Müllerschule Braunschweig. Sie steht für Fachwissen, Ausbildung und einen starken Praxisbezug in der Branche. Diese Nähe schafft ideale Voraussetzungen, um Praxis, Technologie und Kundenanforderungen noch enger miteinander zu verknüpfen, neue Serviceangebote und Schulungen weiterzuentwickeln und Kompetenzen für die europäische Getreideverarbeitung zu bündeln.
Unsere Botschaft ist klar: Braunschweig bleibt ein wichtiger Standort für Bühler und für unsere Kunden. Wir verändern den Standort, um ihn zukunftsfähig auszurichten und unser Serviceangebot gezielt zu stärken. Für Müllerinnen, Müller und Partner bedeutet das: Sie können weiterhin auf Bühler als verlässlichen Ansprechpartner zählen. Gleichzeitig bauen wir jene Kompetenzen aus, die für ihre heutigen und künftigen Herausforderungen besonders relevant sind. Wir wissen, wie wichtig Vertrauen, Erfahrung und Kontinuität in unserer Branche sind. Die Nähe zu unseren Kunden wollen wir künftig noch stärker nutzen, um gemeinsam Lösungen für eine leistungsfähige, effiziente und nachhaltige Produktion zu entwickeln.
M+M: Was ist Ihre langfristige Vision für den Standort Braunschweig?
Stefan Birrer: Meine Vision ist, dass Braunschweig innerhalb des europäischen Bühler-Netzwerks als leistungsfähiges Kompetenzzentrum für Customer Service wahrgenommen wird. Der Standort soll für gebündelte Expertise, praxisnahe Beratung und starke technologische Unterstützung stehen. Wenn es um die Errichtung, Optimierung, Modernisierung und Weiterentwicklung von Getreideverarbeitungsanlagen geht, sollen unsere Kunden in Braunschweig kompetente Ansprechpartner finden, die ihre Prozesse verstehen und gemeinsam mit ihnen tragfähige Lösungen entwickeln.
"Braunschweig hat eine starke Verbindung zur Müllerei und zur Getreideverarbeitung. Diese Stärke wollen wir nutzen und weiterentwickeln – zum Nutzen unserer Kunden in Europa." Stefan Birrer
Die Roggenmühle von Roland Mills Ost am Standort Bad Langensalza wurde mit Bühler modernisiert.
2026
5/18/2026
Roland Mills Ost setzt auf digitale Prozesse
Die Anfahrt zur Roland Mills Ost führt durch Bad Langensalza, vorbei an restaurierten Stadthäusern und einem gepflegten Kurpark, der dem Ort seine ruhige, fast vornehme Seite gibt. Kurz vor dem Mühlengebäude stockt der Verkehr. Eine Baustelle versperrt die direkte Zufahrt. Wir tasten uns um das weitläufige Industriegelände herum, vorbei an alten Gewerbebauten und Hinterhöfen. Dann öffnet sich der Blick auf den großen Mühlenhof. Das Gelände wirkt geordnet und betriebsam. Auf der Waage rollen die Lkw im Takt des Tagesgeschäfts. Hier steht nichts still. Vor dem modernen Bürogebäude am Ende des Mühlenhofes erwarten uns Matthias Karrenbauer, der bei Roland Mills United die Produktionsstandorte und das Qualitätswesen verantwortet, Produktionsleiter Folker Trostdorf sowie Herbert Pertl und Andreas Müller von Bühler Braunschweig.
V.l.n.r.: Andreas Müller, Herbert Pertl (beide Bühler Braunschweig), Matthias Karrenbauer (Roland Mills United) und Folker Trostdorf (Produktionsleiter Roland Mills Ost) (Alle Fotos: M+M).
Der Besuch führt uns mitten hinein in eine Mühle, in der rund um die Uhr Ware angenommen, vermahlen, verladen und kontrolliert wird. Die Gespräche beginnen nicht mit großen Begriffen wie Digitalisierung oder Smart Mill. Es geht erstmal um Mahlspaltverstellung, Reproduzierbarkeit und um die Frage, wie eine Roggenmühle im laufenden Betrieb so modernisiert werden kann, dass sie danach stabiler und einfacher zu führen ist. Die Walzenstühle der Roggenmühle am Standort Bad Langensalza stammten aus dem Jahr 1995 und erfüllten ihre Aufgaben, erzählt uns Produktionsleiter Folker Trostdorf, doch sie ließen sich nicht mehr stabil und reproduzierbar einstellen. Da neben klassischen Roggentypenmehlen auch Roggenschrote, Vollkornmehle sowie dunkle Weizenmehltypen und Weizenvollkornmehle in unterschiedlichen Granulationen hergestellt werden sollen, führte das in der Vergangenheit im Alltag zu komplexen Umstellvorgängen. Trotz angespannter Personalsituation musste immer ein Mitarbeiter anwesend sein. Der Prozess war stark vom Bediener abhängig und fehleranfällig. Hinzu kamen technische Defizite der Anlage, die sich über die Jahre aufgebaut hatten. Die Mehlsiebfläche arbeitete nach dem ersten Schrot an der Kapazitätsgrenze und gleichzeitig fehlten Passagen für feinere Vollkornprodukte. Die Antriebstechnik und die Pneumatik waren energetisch ineffizient, so Trostdorf. Mühlentechniker Andreas Müller ergänzt, dass die Steuerung nicht mehr dem Stand der Zeit entsprach und eine Modernisierung notwendig war. Die Zielstellung des Projekts war klar. Die Mühle sollte ihre Leistung steigern und Produktwechsel sollten reproduzierbar und weitgehend automatisiert erfolgen.
Andreas Müller, Matthias Karrenbauer und Herbert Pertl im Gespräch.
Auf dieser Basis entwickelten Andreas Müller von Bühler, Produktionsleiter Folker Trostdorf sowie Herbert Pertl, Leiter Technologie bei Bühler, gemeinsam das Modernisierungskonzept. In enger Abstimmung entstand eine Planung, die mechanische, verfahrenstechnische und digitale Aspekte gleichermaßen berücksichtigte. Für Andreas Müller sind digitale Lösungen kein abgeschlossenes Produkt, das einmal installiert dem Kunden übergeben wird. „Entscheidend ist die kontinuierliche Weiterentwicklung gemeinsam mit dem Kunden. Wir wollen diese Systeme dauerhaft begleiten und Schritt für Schritt weiterentwickeln. Dazu gehören Schulungen, Anpassungen und neue Funktionen, die auf die jeweiligen Anforderungen zugeschnitten werden.“, betont Andreas Müller.
„Größter Knackpunkt war die Pneumatik. Die war von Anfang an etwas schwach.“ Herbert Pertl.
Die Herausforderung lag nicht allein im Austausch einzelner Maschinen, sondern in der sauberen Integration und Harmonisierung in die bestehende Struktur. Die Modernisierung der Anlage sollte nicht die Produktion der anderen Linien gefährden. Im Zentrum stand der Austausch der verbrauchten Walzenstühle mit sechs neuen Diorit-Walzenstühlen von Bühler. Jeder lässt sich individuell ein- und ausrücken. Frequenzumrichter erlauben die gezielte Anpassung der Differentialgeschwindigkeit. Entscheidend ist jedoch die durchgängige automatische Mahlspaltverstellung über alle Passagen.
Folker Trostdorf ist Müller in der 13ten Generation. Sein Sohn Martin ist ebenfalls Müller, arbeitet bei Bühler und nahm die Roggenmühle mit in Betrieb.
Ohne manuellen Eingriff stellt das System sämtliche Mahlspalte, Klappen und Produktwege auf neue Rezepturen ein. Verwiegung, Additivzugabe, Verbuchung und Rückverfolgbarkeit werden über Bühlers Produktionsleitsystem Mercury MES ebenfalls automatisch angepasst. Dadurch erfolgen Produktwechsel flexibel und mit verbesserter Hygiene innerhalb kürzester Zeit.
„Wer heute modernisiert, entscheidet auch über die Datenarchitektur der nächsten Jahre.“ Herbert Pertl
Ein wichtiger Bestandteil der Modernisierung ist der TVM-Service von Bühler zur Temperatur- und Vibrationsüberwachung der Walzenstühle, erklärt Andreas Müller. Mehrere Sensoren in den Walzen erfassen kontinuierlich Temperatur- und Vibrationsdaten und übertragen diese an Bühler Insights, der zentralen Plattform für vernetzte Produkte und Services von Bühler. Durch den schnellen Datenfluss lässt sich die Walzenführung über das Dashboard deutlich präziser überwachen als mit bisherigen Messmethoden. Für den Müller ersetzt das System komplett die übliche manuelle Temperaturkontrolle an der Maschine. Die Überwachung eröffnet im Mahlprozess die Möglichkeit die Walzenstuhleinstellung gezielt zu optimierten. Gleichzeitig entlasten solche Assistenzsysteme mit ihren Live-Dashboards und Benachrichtigungen das Betriebspersonal.
Die neuen Klappenantriebe der Firma Sallhofer sind für Folker Trostdorf eine echte Unterstützung, sie seien sicher in der Funktion und schalten einwandfrei, so der Produktionsleiter.
Parallel dazu griff die Planung in die Sichtung ein. Der vorhandene Sichter, der bereits vor zwei Jahren erneuert wurde, blieb erhalten, wurde jedoch ergänzt mit einem zusätzlichen Kleinplansichter MPAS im Bereich des ersten Schrots. Dies verbessert die Trennung und entlastet nachfolgende Passagen. Die zuvor überlastete Mehlsiebfläche erhält damit mehr Spielraum, was sich unmittelbar auf die Produktqualität auswirkt. Ein wesentlicher Teil der Effizienzsteigerung betraf die Pneumatik und Aspiration. Die Analyse der Altanlage zeigte energetische und strömungstechnische Defizite. Rohrdurchmesser wurden detailliert berechnet und angepasst sowie Förderwege neu ausgelegt. Drehzahlgeregelte Ventilatoren und eine automatische Druckregelung sorgen jetzt dafür, dass sich die Luftverhältnisse dynamisch an den jeweiligen Produktionszustand anpassen. Folker Trostdorf erklärt uns das alles bei der Mühlenführung und nimmt sich auf dem Rohrboden Zeit, uns die neuen Klappenantriebe zu zeigen. Über integrierte Absperrklappen lassen sich jetzt bei Spezialprodukten einzelne Förderwege gezielt stilllegen.
Folker Trostdorf bei der Mühlenführung.
Die neue Roggenmühle mit den Diorit Walzenstühlen.
In diesem Bereich wirkten mit Bühler die Rohrbau-Partner Sallhofer GmbH und die Jacob Group Rohrsysteme mit. Automatische Klappen und Produktteiler ersetzen manuelle Eingriffe. Verteilklappen stellen sich auf die gewünschte Siebanalyse ein und steuern die Produktströme entsprechend, was eine durchgängige Automatisierung voraussetzt.
„Die Technik liefert Signale. Entscheiden muss der Müller.“ Folker Trostdorf
Das bisherige SPS-System wurde durch eine moderne Lösung auf Basis einer Simatic S7-1500 ersetzt und mit dem Prozessleitsystem Mercury MES verknüpft. Die Steuerung arbeitet rezeptbasiert. Für jedes Produkt hinterlegt das System die notwendigen Parameter. Mahlspalte, Drehzahlen, Klappenstellungen und die Saugpneumatik Einstellungen werden automatisch angefahren.
In der Steuerungszentrale. Früher hing die Leistung einer Mühle vor allem von der Zuverlässigkeit der Anlage und der Erfahrung des Obermüllers ab. Dieses Wissen wird heute ergänzt durch die systematische Auswertung von Betriebsdaten.
Damit verschiebt sich die Rolle des Bedieners vom direkten Eingriff hin zur überwachenden Funktion. Ergänzt wird die Steuerung durch digitale Werkzeuge zur Prozessanalyse. Bühler Insights hat neben Temperatur- und Vibrationskontrolle zudem Funktionen zur Fehleranalyse und Ausbeute. Eine Wiederholungsfunktion erlaubt es, Prozessverläufe nachträglich auszuwerten. Die Qualitätsüberwachung erfolgt über Ausbeutewaagen und über das MYHB-Messsystem für Farbe und Stippen. Das System dokumentiert jeden Schritt für eine lückenlose Rückverfolgbarkeit.
Auf dem Dach der Mühle vor den Rohstoff-Silos 100.000 t Lagerkapazität.
Gemeinsam mit einem externen Cybersecurity-Experten wurde das Sicherheitskonzepte zur Datenverarbeitung abgestimmt. Die Datenübertragung in die Microsoft-Cloud erfolgt über zertifizierte und abgesicherte Systeme. Die in der Cloud erfassten Betriebs- und Prozessdaten verbleiben dabei im Eigentum der Mühle. „Für uns war dieser Schritt alternativlos, weil wir den Weg in Richtung stärkerer Digitalisierung und Automatisierung konsequent gehen wollen. Gerade bei mehreren Werken und Produktionslinien eröffnet uns das die Möglichkeit, künftig nicht nur einen Standort, sondern mehrere Werke parallel zu überwachen und effizient zu steuern“, erklärt Matthias Karrenbauer die Entscheidung für diesen Weg. Roland Mills United beschäftigt sich seit mehreren Jahren intensiv mit der Frage, wie sich Mühlenbetriebe technisch und organisatorisch auf zukünftige Anforderungen ausrichten lassen.
Die gute Zusammenarbeit zwischen Herbert Pertl und Folker Trostdorf war ein Erfolgsfaktor.
Gleichzeitig reagiert die Unternehmensgruppe auf den zunehmenden Fachkräftemangel sowie auf die veränderten Anforderungen an moderne Arbeitsplätze in der Müllerei. Ziel ist es, den „Mühlenbetrieb von morgen“ unter realen Produktionsbedingungen zu entwickeln. Unter der Leitung und Begleitung von Matthias Karrenbauer und Stephan Kill setzt Roland Mills United innerhalb der Gruppe verschiedene Pilot- und Einzelprojekte um, in denen neue Automatisierungs-, Überwachungs- und Digitalisierungslösungen praktisch getestet und weiterentwickelt werden.
"Wir verschaffen dem Müller damit den Raum, sich auf seine wichtigste Funktion zu konzentrieren: Die Sicherstellung der geforderten Mehlqualitäten." Matthias Karrenbauer
Die Planungsphase in Bad Langensalza begann im März 2025. Im Sommer trafen die Maschinen und Komponenten ein. Der eigentliche Umbau konzentrierte sich auf wenige Wochen von August bis September. Bei der Mühlenbesichtigung spürt man die Begeisterung von Folker Trostdorf über seine neue Roggenmühle. Sie erreicht heute eine Vermahlungsleistung von rund 100 t /24 h und deckt ein breites Produktspektrum ab. Entscheidender als die reine Leistung ist für Trostdorf die Reproduzierbarkeit. Produktwechsel laufen automatisiert ab, Einstellfehler reduzieren sich. Gleichzeitig arbeitet die Anlage energetisch effizienter. Nach internen Angaben stieg die Mühlenleistung um etwa 25 Prozent.
„Das Projekt wurde in der typischen DNA des Unternehmens umgesetzt, die wir an allen Standorten spüren.“ Andreas Müller
Folker Trostdorf konnte im September 2025 die Anlage wieder in Betrieb nehmen.
Infokasten: Smarte Mühlen, smarte Märkte
Mühlen im deutschsprachigen Raum arbeiten seit Jahren mit SPS, Prozessleittechnik, Rezeptverwaltung, Laboranbindung und Rückverfolgung. Der nächste Entwicklungsschritt liegt in der durchgängigen Vernetzung der Produktion. Kunden fordern Spezifikationen, Audits lückenlose Dokumentation, gleichzeitig steigen die Anforderungen an Energieeffizienz und Personalverfügbarkeit. Gut integrierte digitale Systeme können Prozesse stabilisieren, Fehler schneller sichtbar machen und Mitarbeiter entlasten. Die meisten Mühlen sind jedoch keine Neubauten, sondern über Jahrzehnte gewachsene Werke mit unterschiedlichen Modernisierungsstufen und Steuerungsgenerationen. Neue digitale Lösungen müssen daher in bestehende Technik eingebunden werden. Das bedeutet nicht unbedingt weniger Personalbedarf. Fachkräfte müssen zukünftig mehr Anlagenüberwachung mehr Qualitätsanforderungen und mehr Dokumentation bewältigen. Entscheidend ist deshalb nicht die Menge der Daten, sondern deren sinnvolle Aufbereitung. Der Schichtführer benötigt andere Informationen als das Qualitätslabor oder der Energiemanager. Ein gutes Dashboard zeigt nicht möglichst viele Kennzahlen, sondern die relevanten Abweichungen. Sonst entstehen neue Gefahrenquellen durch nicht priorisierte Meldungen.
Mit der stärkeren Vernetzung der Daten wächst zudem die Bedeutung der Cybersicherheit. Sobald Maschinen, Leitsysteme, Fernwartung und Cloud-Dienste verbunden werden, entstehen neue Risiken. Datensicherung, Zugriffsrechte und Fernwartung müssen deshalb klar geregelt werden. Dabei tragen nicht nur IT-Abteilungen Verantwortung, sondern auch Betriebsleitung und externe Dienstleister. Trotz Digitalisierung bleibt der Müller der entscheidende Faktor. Die Mühle der Zukunft braucht nicht weniger Fachwissen, sondern digitale Kompetenz. Müller müssen künftig auch Prozessdaten bewerten können, Trends erkennen und digitale Warnsysteme richtig einordnen. Internationale Marktstudien erwarten weiterhin Wachstum für Getreidemühlen. Future Market Insights (FMI) beziffert den weltweiten Markt für Commercial Grain Mills im Jahr 2025 auf rund 1,8 Mrd. US-Dollar und prognostiziert bis 2035 ein Volumen von etwa 3 Mrd. US-Dollar. In Europa gelten insbesondere Deutschland und Großbritannien als wichtige Märkte mit stabiler Nachfrage aus Bäckereien und der Lebensmittelindustrie.
For Silvan Trunz, sustainability in flour milling is not a separate agenda.
2026
5/8/2026
The smarter path to sustainable flour milling
As flour millers face growing pressure to improve both competitiveness and environmental performance, the biggest sustainability gains will come not from a single breakthrough machine, but from better grain sourcing, tighter yield control, and data-driven energy management, says Silvan Trunz, Head of Sustainability at Bühler Milling Solutions. Speaking to Namik Kemal Parlak, Editor-in-Chief Miller Magazine, Trunz says the next generation of milling plants will be defined by deeper digital transparency, more adaptive automation, and a broader effort to improve resource efficiency across the entire value chain. To explore how these goals can be translated into practical results on the mill floor, we asked Trunz to share his insights.
Silvan Trunz, Head of Sustainability at Bühler Milling Solutions
When we talk about sustainability in flour milling, what should millers focus on first to make a meaningful impact?
The biggest impact usually comes from three areas: raw material footprint, yield losses, and energy consumption inside the mill. If possible, millers should start with grain sourcing — local, lower-footprint raw materials can make a major difference. But where sourcing options are limited, the next best focus is overall yield optimization. Every kilogram lost carries the footprint of cultivation, transport, and processing. That makes cleaning efficiency, process stability, and adapting settings to harvest conditions especially important. The third key lever is energy. Here, the first step is transparency: measure energy not only for the whole plant, but also by process steps and major consumers. Define clear baselines such as kWh per ton and extraction rate. Once that visibility is in place, priorities become much clearer.
Where are the biggest "hidden" inefficiencies in a typical flour mill today that often go unnoticed?
In most mills, inefficiencies are not dramatic breakdowns. They are small, continuous losses that add up over time. Typical examples include pneumatic systems with too much airflow, fans and aspiration systems that are not adjusted dynamically, worn rolls or suboptimal roller gaps, compressed air losses, and yield losses caused by process instability. Another common issue is the lack of real-time visibility across the plant. Many mills are mechanically sound but not yet optimized from an energy and performance point of view. That is why process transparency and digital monitoring are becoming so important.
Bühler aims to reduce energy, waste, and water by 50% in customers' value chains. In the specific context of milling, which technologies are currently contributing most to this ambitious goal?
Here I’d like to set the view bigger first. It is important to look at the full value chain. Milling is only one part of the footprint, so real progress comes when upstream and downstream partners work together. For example, does it make sense to ship 3-4% screenings around the world? Or should we remove these before shipping? What needs to be done and change, that such logical steps can happen without any revenue losses in the value chain? The answers to such questions, which need to be solved from the value chain as such and not from a single chain link, need to be tackled. Within the mill itself, the strongest levers today are technologies that improve yield, process stability, and energy efficiency. These include well-designed cleaning systems, efficient integrated grinding systems, optimized pneumatic conveying with variable-speed control, automated process control, and digital tools for monitoring and benchmarking. In practice, sustainability in milling is rarely about one breakthrough machine. It is about combining improvements across the entire process so that the system performs better as a whole.
THE REAL BREAKTHROUGH LIES BEYOND HARDWARE
Reducing kWh per ton is the ultimate goal. Beyond hardware, which recent technological breakthroughs have shown the most significant impact on specific energy consumption (SEC)?
Beyond hardware, the biggest progress is coming from data-driven process optimization. Today, mills can measure energy use more granularly, compare sections and shifts, detect deviations earlier, and adjust parameters dynamically instead of relying only on fixed settings. This is where software, analytics, and automation create real value. Even a very good mill will not reach its full potential if settings are not continuously optimized. The biggest breakthrough is therefore not only better machinery, but the combination of process design, connected equipment, real process data, and intelligent control.
WHERE EXISTING MILLS SHOULD BEGIN
For existing mills not originally designed for sustainability, what are the most realistic and cost-effective first steps toward becoming "greener"?
For existing mills, I would recommend starting with measures, practical, and fast to implement. The most realistic first steps are:
1. Establish an energy and yield baseline
2. Measure energy more granular maybe also larger energy consumers separatly
3. Optimize pneumatic systems and fan control
4. Train operators using data, not assumptions
5. Introduce digital monitoring for ongoing improvements
6. Build an improvement and innovation culture
In many cases, there is already significant potential in the installed base. You do not always need a complete rebuild to make meaningful progress.
How do platforms like Bühler Insights or Mercury MES help millers turn invisible data into measurable gains in resource use?
These platforms help mills move from being reactive to data-driven. They make it possible to monitor energy consumption by line, section, batch, or asset; track KPIs in real time; link process behavior to yield, quality, and uptime; benchmark shifts or seasons; and detect deviations early. This matters because many inefficiencies are not visible in day-to-day operation. A plant may appear to run well while energy use is quietly increasing. Digital tools make those patterns visible — and once they are visible, they can be improved.
Can we expect a future where a mill automatically optimizes its energy consumption based on grain variety and ambient conditions without human intervention?
Yes, that is clearly the direction the industry is moving in. The building blocks already exist: sensors, real-time monitoring, advanced control systems, historical process data, and AI-supported optimization. Future mills will increasingly adapt settings based on raw material properties, moisture, temperature, throughput, flour quality, and process targets. Human expertise will remain essential, but the system will increasingly support millers and operators with recommendations and, in some cases, automatic adjustments. The self-optimizing mill is no longer a distant vision — it is a step-by-step reality.
Sustainability also means utilizing side streams. How is Bühler helping millers transform bran and other by-products into high-value energy or nutritional sources?
Side streams are often undervalued, but they offer real potential. Bühler helps customers create more value from bran and other fractions through the production of brown and wholegrain flours, fiber-rich ingredients, and other food or nutritional applications. The goal is to shift side streams from being seen only as by-products to being recognized as valuable raw materials. In some cases, side streams can also support energy recovery. But from both a sustainability and business perspective, the highest value often lies in food and ingredient applications. Bühler’s test and application centers support customers in exploring these opportunities and developing new product concepts.
How close are we to a carbon-neutral flour mill, and what are the main technical or economic hurdles remaining?
A low-carbon mill is absolutely achievable. A fully carbon-neutral flour product is more complex, because much of the footprint sits outside the mill itself — especially in grain cultivation. The main hurdles are the footprint of agriculture, the availability and cost of renewable energy, legacy infrastructure, investment constraints, and limited visibility on Scope 3 emissions.
If we talk about mill operations alone, carbon-neutral milling is technically possible in many cases. The return of investment is different in every region and mainly depending on green energy sourcing. But if we talk about the full flour footprint, then collaboration across the value chain is essential — especially with grain suppliers and downstream customers.
Bühler Insights
START SMALL, BUILD MOMENTUM
Many millers worry about high capital costs. What is your advice to those who want to start their green journey but are concerned about the initial investment and ROI?
My advice for existing mill is simple: start small, but start now. Do not try to do everything at once. Begin with measures that save money while reducing footprint: optimize processes, improve yields, stabilize operations through monitoring and automation, reduce waste, and increase transparency for customers and compliance. Not every improvement requires high CAPEX. Many mills can begin with optimization, monitoring, and selective upgrades, often with relatively short payback times. The key is to build momentum with practical wins and then reinvest those savings into bigger improvements. My advice for new plants is to evaluate different CAPEX versus OPEX scenarios carefully. Over several years of operation, a higher upfront investment often pays off through substantially lower operating costs, particularly in energy consumption.
FIVE PILLARS OF THE NEXT-GENERATION MILL
What will define the next generation of sustainable milling plants over the coming decade?
The next generation of milling plants will be defined by five things:
1. Higher energy efficiency by design
2. Much deeper digital transparency
3. More adaptive and automated process control
4. Better raw material utilization and side-stream valorization
5. Closer integration across the value chain
In short, the sustainable mill of the future will not simply use less energy. It will be more connected, more intelligent, more flexible, and more resource-efficient across the full system. That is where the industry is heading, and I am sure the mills that embrace this early will gain both competitive and environmental advantage. For me, sustainability in milling is not a separate agenda. It is about running a mill better — with less energy, less waste, more transparency, and stronger long-term competitiveness.
Das Unternehmen Streckel & Schrader hat mit Peter Meinke einen erfahrenen Mann an Bord geholt.
2026
5/6/2026
Geschäftsführerwechsel bei Streckel & Schrader
Streckel & Schrader gehört zu den etablierten Namen im Anlagenbau für die Spezialmüllerei. Das Hamburger Familienunternehmen ist seit Jahrzehnten international tätig und besonders in der Schälmüllerei sowie in der Haferverarbeitung bekannt. An zwei Standorten fertigen und vertreiben 35 Mitarbeiter Maschinen und Verfahren für die Reinigung und Sortierung sowie zum Schälen und Flockieren. Am 1. März 2026 wurde Peter Meinke neuer Geschäftsführer bei Streckel & Schrader neben Florian Streckel. Wie sich das traditionsreiche Unternehmen zukünftig aufstellt, darüber sprechen Florian Streckel und Peter Meinke im Interview.
M+M: Bei Streckel & Schrader gab es mit dem Wechsel in der Geschäftsführung eine personelle Neuaufstellung. Richten Sie sich strategisch ebenfalls neu aus?
Florian Streckel: Mein Bruder Tobias möchte nach mehr als 20 erfolgreichen Jahren als geschäftsführender Gesellschafter aus persönlichen Gründen neue Wege einschlagen. Die Gesellschafterstruktur bleibt unverändert. Unsere Strategie ist klar: neue Impulse durch zusätzliche Führungskompetenz mit Fokus auf nachhaltiges Wachstum. Der Einstieg von Peter Meinke hat eine strategische Bedeutung und mit seiner Erfahrung machen wir den nächsten Entwicklungsschritt für das Unternehmen.
Geschäftsführer Peter Meinke vor einem Flockierwalzwerk von Streckel & Schrader.
M+M: Worin besteht der nächste Schritt konkret?
Florian Streckel: Wir haben uns über die Jahrzehnte von einem Maschinenbauer hin zu einem holistischen Anlagenbauer entwickelt, der von Beratung, Planung, Fertigung, Installation bis zur Inbetriebnahme liefern kann. Kunden erwarten oft eine komplette Lösung, sie möchten nicht mehr einzelne Komponenten von verschiedenen Lieferanten beziehen und selbst zusammenführen. Sie wünschen sich einen Partner, der alles aus einer Hand liefern kann. Genau dort positionieren wir uns als Problemlöser, wir denken Prozesse ganzheitlich. Es geht nicht nur um Reinigung oder Schälung, sondern um die gesamte Linie von der Annahme über die Verarbeitung bis hin zu Beiprodukten, Logistik und Automatisierung.
M+M: Das heißt, Sie machen künftig Turnkey-Projekte?
Florian Streckel: Die sind für uns bereits Realität. In Deutschland haben wir in Mühldorf am Inn bei PrimaVera Naturkost und Ceralia vor Kurzem zwei Projekte in Gesamtverantwortung erfolgreich umgesetzt. Der Markt hat sich verändert, die Kunden erwarten eine funktionsfähige Gesamtlösung mit Schaltschrank, Rohrleitungsplanung, Automatisierung und allen sicherheitsrelevanten Anforderungen, etwa bei Maschinen- beziehungsweise Arbeitssicherheit oder Explosionsschutz. Die verarbeitende Industrie hat derzeit große Herausforderungen bei Versicherungsauflagen speziell im Bereich Brandschutz, hier unterstützen wir unsere Kunden mit innovativen Konzepten. Ein wichtiger Partner dabei ist unsere Schwesterfirma Streckel Anlagenbau und Verfahrenstechnik (SAV), die Installationen, Service und Reparaturen übernimmt.
M+M: Herr Meinke, was bringen Sie persönlich für neue Impulse mit ein?
Peter Meinke: Konkret bringe ich eine Kombination aus verfahrenstechnischem Wissen, Projektorganisation, Vertriebserfahrung und echter müllerischer Herkunft mit ein. Mehr als 20 Jahre war ich bei Bühler tätig und habe dort viele Jahre im Engineering in verantwortlicher Position gearbeitet. In den letzten Jahren bei Bühler leitete ich den Bereich Müllerei in Deutschland. Sowohl die Mehlmüllerei als auch die Schälmüllerei sind mir bekannt und vor meiner Zeit im Anlagenbau war ich in verschiedenen Mühlen in Deutschland tätig, habe die Deutsche Müllerschule in Braunschweig absolviert und bin Müller in der sechsten Generation.
M+M: Sie haben große Pläne, werden Sie noch internationaler?
Florian Streckel: Wir sind traditionell stark im Export, möchten aber auch ebenso stark im deutschsprachigen Raum als Anbieter kompletter Lösungen wahrgenommen werden. Der deutsche Markt ist weitgehend gesättigt und echte Neubauten sind selten. Wachstumspotenzial sehen wir aber dennoch in unseren Kernfeldern Spelzgetreide, Dinkel und Hafer. Hinzu kommt ein Bereich, den wir für besonders interessant halten: Pflanzliche Proteine. Bei Leguminosen sehen wir in Deutschland und darüber hinaus einen wachsenden Markt in den Bereichen Tierernährung und Lebensmitteln. In jüngster Zeit konnten wir in diesem Feld größere Unternehmen wie z.B. die Mona Sojaland GmbH als Partner gewinnen.
Peter Meinke: Hafer ist verfahrenstechnisch anspruchsvoll und verlangt viel Know-how in Schälung, Hydrothermik, Flockierung und Prozessführung. Genau dort liegen unsere Stärken. Leguminosen gewinnen in der Ernährungswirtschaft stark an Bedeutung. Für uns ist das ein Markt, in dem nicht nur einzelne Maschinen gefragt sind, sondern fertige Prozesskonzepte. Früher endete ein Projekt manchmal nach Reinigung und Schälung. Heute planen wir Annahmekonzepte, die Produktion und den Abtransport von Pellets oder die technische Konzeption für Beiprodukte zusammen. Dabei geht es nicht um Vermarktung im kaufmännischen Sinn, sondern um effiziente technische Lösungen. Wenn ein Kunde Produkte getrennt nach Bio und konventionell führen will, dann schaffen wir dafür die verfahrenstechnischen Voraussetzungen. Auch Sanitation sowie Prozesswärme- Rückgewinnung aus Kühlung und Trocknung spielen heute eine viel größere Rolle als früher. All das gehört inzwischen selbstverständlich zur Projektierung.
M+M: Welche aktuellen Projekte zeigen diese Entwicklung besonders deutlich?
Peter Meinke: Ein Beispiel ist ein langjähriges Projekt einer Hafermehl- und Haferflockenanlage in Australien, das uns bis 2029 begleiten wird. Ein weiteres ist die Wiedererrichtung von Anlagenteilen bei der Firma Avena Cerealien in Karstädt nach dem Brand im Juni 2025. Bei dem Projekt verantworten wir vor allem den Wiederaufbau der Flockierlinien, der Mahlanlage für Hafermehl/-kleie und Vollkornprodukte, der Pelletierlinie inkl. innovativer Kühlbandtechnik und des Silomanagements der Fertigprodukte bis zu den Verpackungslinien und der Müslimischerei. Solche Projekte zeigen unseren Leistungsumfang.
M+M: Welche Rolle spielt die Automatisierung in Ihrer Strategie?
Florian Streckel: Eine große. Seit 2019 haben wir die Automatisierung gemeinsam mit einem Partner in unserem Portfolio. Heute treten wir in diesem Bereich mit einer eigenen Lösung auf, die für den Bediener intuitiv ist und deren Visualisierung sich stark an den realen Maschinen und Prozessen orientiert. Auch Anwender ohne tiefe Müllereierfahrung sollen schnell erkennen, was in der Anlage gerade geschieht. Das ist auf Kundenseite sehr gut angekommen. Inzwischen laufen mehrere Anlagen mit dieser Lösung, auch international. Wir beschäftigen uns zudem intensiv mit Künstlicher Intelligenz und führen erste Tests durch. KI soll den Müller unterstützen, nicht ersetzen. Es ist ein Werkzeug zur Entlastung, nicht zur Entmündigung. Vorstellbar sind für uns Warnsysteme oder Ampellogiken, die auf Auffälligkeiten hinweisen. Eingriffe erfolgen weiterhin durch eine qualifizierte Fachkraft.
Außenansicht Neubauobjekt Streckel & Schrader in Lutherstadt Wittenberg
M+M: Sie fertigen ausschließlich in Deutschland. Wird das so bleiben?
Florian Streckel: Auf jeden Fall. Wir haben unsere Fertigung in Hamburg und eine weitere in Lutherstadt Wittenberg. In Wittenberg haben wir 1.200qm Produktionsfläche, die wir zunächst mit einer neuen Montagehalle um 600qm erweitern werden. Künftig können wir die Halle weiter vergrößern. Wesentlicher Teil des Neubaus ist ein modernes Technikum, mit dem wir größere Chargen bearbeiten und Produktversuche durchführen können. Dies ist ein wesentlicher Baustein für unsere Produktentwicklung und Anwendungsexpertise. Wir haben in Sachsen-Anhalt das Glück, dass wir auf gut ausgebildete Fachleute zurückgreifen können, die in der Region wohnen. In Hamburg und in Wittenberg möchten wir alles in einer Hand haben, denn die feinen Einstellungen der Maschinen, wo es um Millimeterbruchteile ankommt, erfordern ein entsprechendes Führungspersonal und Qualitätsmanagement vor Ort. Made in Germany ist und bleibt deshalb Teil unserer Unternehmenskultur.
Nutrex 7 Series: Ein Quantensprung in puncto Nahrungsmittelsicherheit, Effizienz und Benutzerfreundlichkeit.
2026
5/5/2026
Bühler läutet mit Nutrex 7 Series eine neue Ära der Extrusionsanlagen ein
Lebens- und Futtermittelhersteller weltweit agieren in einem sich rasch verändernden Marktumfeld. Die Anforderungen für mehr Nahrungsmittelsicherheit steigen stetig, gleichzeitig bedeutet jede Minute Maschinenstillstand für die Reinigung oder Unterhaltsarbeiten den Verlust von wertvoller Produktionszeit.
Extrusionssteuerung mit hygienischem Monitor (Foto: Bühler).
Mit diesem Szenario vor Augen machten sich die Ingenieurinnen und Ingenieure von Bühler an die Arbeit mit dem Ziel, die Prozesshygiene zu erhöhen, die Produktivität zu steigern und neuste Digitalisierungstechnologien zu integrieren. Basierend auf 40 Jahren zuverlässiger Extrusionstechnologie für Cerealien, Snacks, Heimtiernahrung, Fleischersatzprodukte, Food Ingredients und vielem mehr blieb dabei ein zentrales Element unangetastet: die bewährte Zweiwellenextrusionstechnologie, die in hunderten Maschinen auf der ganzen Welt seit Jahrzehnten zuverlässig ihre Dienste leistet.
«Wir haben unseren Fokus auf einen ganzheitlichen Ansatz basierend auf vier Hauptkategorien gelegt: Hygienisches Design, Prozessstabilität, integrierte Intelligenz und Service Excellence. Alles mit dem Ziel, die Overall Equipment Efficiency (OEE) für unsere Kunden zu steigern», sagt Stefanie Hardtmann, Product Manager Value Nutrition bei Bühler.
Modularität und Effizienz
Mit Nutrex 7 Series trägt Bühler den unterschiedlichen Anforderungen verschiedener Anwendungen mit einem modularen Konzept Rechnung. Da die Extrusionstechnologie für die Herstellung einer Vielzahl von Produkten in unterschiedlichen Branchen eingesetzt wird, muss das System auf verschiedene Prozessanforderungen ausgelegt sein. Allen Anwendungen gemeinsam ist, dass die Anlagen sicher betrieben werden müssen. In der Lebensmittelindustrie und im Heimtierfutterbereich stehen hohe hygienische Ansprüche und maximale Betriebszeit im 24/7-Betrieb sowie hohe Leistungsbereiche im Vordergrund. Diese Bandbreite abzudecken, erforderte einen holistischen Ansatz.
«Hier stützten wir uns auf vier Jahrzehnte Erfahrungen basierend auf hunderten installierten Anlagen auf der ganzen Welt. Entscheidend war die ganzheitliche Betrachtung des Extrusionssystems in der Lebensmittelverarbeitungskette», erklärt David Meile, Project Manager R&D bei Bühler. Die Entwicklung von Nutrex 7 Series fand in enger Zusammenarbeit mit Kunden statt.
Hygienisches Design
Ein wichtiger Aspekt ist der Zugang zur Maschine bei der Reinigung. Je einfacher dieser ist, desto effizienter kann gereinigt und die Anlage entsprechend schneller wieder in Betrieb genommen werden. Nutrex 7 Series ist in jeder Hinsicht auf kurze und effiziente Reinigungsprozesse ausgelegt.
«Äusserlich setzen wir auf ein schlankeres Design des Extruders. Der höhergelegte Unterbau schafft mehr Bodenfreiheit, und die Hydraulikbox wurde vom Unterbau an die Seite des Extruders integriert. Das erlaubt einen direkten Zugang mit den Reinigungsgeräten, was die Reinigung vereinfacht und die Reinigungsdauer verkürzt», sagt David Meile.
Ergänzt wird dieses Hygienekonzept durch neue Reinigungslösungen wie die patentierte Cleaning Lance, die eine wirksame Innenreinigung ermöglicht, das Hygieneniveau erhöht und zugleich die Sicherheit für das Bedienpersonal verbessert. Die Anlage ist in Edelstahl ausgeführt und für die Nassreinigung von aussen wie von innen ausgelegt. Unterstützt wird das Konzept durch neue Automations- und digitale Servicelösungen. Optionen wie CCP (Critical Control Point) Monitoring oder die OEE (Overall Equipment Efficiency) App helfen dabei, Prozesse laufend zu überwachen, Abweichungen nachvollziehbar zu dokumentieren und Korrekturmassnahmen gezielt zu unterstützen. Das kann den Aufwand für Audits und Validierungen reduzieren. Ergänzend bietet Bühler gemeinsam mit RedLog den Extrusion Kill-Step Validation Service an, der Kunden eine belastbare Grundlage für die Bewertung der Extrusion als kritischen Prozessschritt liefert.
Digitaler Lösungen
Ein weiterer zentraler Bestandteil ist die integrierte Intelligenz. Das komplett überarbeitete Steuerungssystem ist das Aushängeschild der Automatisierungsstrategie von Bühler, die zum Ziel hat, bis 2030 alle Maschinen- und Anlagensteuerungssysteme auf einer Plattform zu vereinheitlichen. «Ein Extruder ist nicht einfach eine Maschine, sondern ein integrierter Prozessschritt in der Lebensmittelindustrie. Unser neues Visualisierungskonzept wird dieser Komplexität gerecht und bildet die verschiedenen Prozesse wie Vorkonditionieren, Wiegen, Extrudieren bis hin zu Schneiden schematisch auf diversen Ebenen ab. Zudem ist die Steuerung komplett browserbasiert – die Prozesse können also von überall her überwacht und gesteuert werden», erklärt Adrian Staerkle, Team Manager R&D Automation Software bei Bühler. Durch diese neuen Features erkennen Bedienende allfällige Meldungen und Alarme schneller und können Stillstandzeiten verringern. Dank der ortsunabhängigen Überwachung können sie sich während der Produktionszeit anderen Themen wie Qualitätskontrolle widmen. Ergänzt wird das System durch eine neue Steuerungshardware mit einem hygienischen rostfreien 24-Zoll-Bildschirm, die auf Erweiterbarkeit ausgelegt ist und die neusten Komponenten vereint.
Auch StepFlow ist ein technischer Meilenstein. Beim Hochfahren eines Extrusionsprozesses ist die Erfahrung des Bedienenden von entscheidender Bedeutung, um möglichst schnell die volle Produktion zu erreichen und den Produktausschuss minimal zu halten. StepFlow gibt Kunden neu die Möglichkeit, die idealen Einstellungen beim Hoch- und Herunterfahren direkt der Maschine zu überlassen – basierend auf dem über Jahrzehnte gesammelten Fachwissen von Bühler in hunderten Anlagen.
«Die StepFlow Funktion sorgt dafür, dass das schnellste Anfahrverfahren automatisch anhand vorgegebener Produktionsparameter ausgeführt wird», erklärt Adrian Staerkle. Dank StepFlow können Kunden bis zu 30% Abfall pro Durchlauf vermeiden und steigern die Prozesseffizienz zusätzlich.
Services als Unterschiedsfaktor
Mit seinem Service-Netzwerk bietet Bühler modulare Lösungen für unterschiedliche Serviceanforderungen und bündelt diese zu einem massgeschneiderten Leistungspaket. Konkrete Servicebausteine wie Vibration Monitor, Oil Condition Monitor, Spare and Wear Parts Packages und Expert Services ermöglichen es, den Anlagenzustand gezielt zu überwachen, Wartung planbarer zu gestalten und die Verfügbarkeit weiter zu verbessern. So unterstützt Bühler seine Kunden dabei, Produktivität und Innovationskraft gezielt zu stärken und zugleich einen zuverlässigen Betrieb, planbare Wartung und zusätzliche Betriebssicherheit sicherzustellen.
Im Feld bewährt
Bühlers enge Partnerschaften zu seinen Kunden ermöglichte es dem Team, Nutrex 7 Series mit Produzenten aus verschiedenen Branchen wie Haustiernahrung, Backmischungen oder Cerealien zu entwickeln und im industriellen Betrieb zu testen. Einer der ersten Testkunden von Nutrex 7 Series ist die Kärntner Mühle in Österreich. Bereits vor Jahrzehnten hat der Betrieb sein Portfolio erweitert und die Herstellung von Spezialmischungen für die Backindustrie zur traditionellen Mehlherstellung hinzugefügt.
Martin Kropfitsch, Inhaber und Geschäftsführer der Kärntner Mühle, sagt: «Als erster Kunde des Extrusionssystems Nutrex 7 Series waren wir eng in den Entwicklungsprozess eingebunden. Die Zusammenarbeit mit Bühler war partnerschaftlich und praxisnah. Besonders beeindruckt hat uns die einfache Integration in unsere bestehende Linie sowie das deutlich vereinfachte Handling. Die intuitive Steuerung erleichtert den Betrieb spürbar im Alltag.»
Weitere Nutrex 7 Series Anlagen sind bei Testkunden im Einsatz. Die Anlage ist ab sofort bestell- und lieferbar. Stefanie Hardtmann sieht den Launch als einen weiteren Meilenstein in der langen Geschichte von Bühler.
«Seit 166 Jahren lanciert Bühler neue Verarbeitungstechnologien mit dem Ziel, seine Kunden erfolgreicher zu machen. Mit Nutrex 7 Series knüpfen wir nahtlos an diese Tradition an und bieten Lebens- und Futtermittelproduzenten weltweit eine Anlage, mit der sie gerüstet sind für die Herausforderungen in ihren Märkten. Sie ist flexibel einsetzbar, erfüllt höchste Hygieneanforderungen und ist mit der neuesten Steuerungstechnik für einen reibungslosen und effizienten Betrieb ausgestattet.» Stefanie Hardtmann.
RELEX-Studie zeigt: Die Hälfte der Unternehmen in Europa investiert in KI-gestützte Bestands- und Supply-Optimierung.
2026
4/20/2026
RELEX Report: KI wird zum Bestandteil zentraler Entscheidungen in der Supply Chain
Weltweit geben 67 Prozent der Führungskräfte aus Handel und Produktion an, dass ihr Vertrauen in den Einsatz von KI für Entscheidungen in der Supply Chain im Vergleich zum Vorjahr gestiegen ist. In Großbritannien, Deutschland und Frankreich liegt dieser Wert mit 71 Prozent noch höher. Für 53 Prozent der Befragten in diesen drei Ländern soll KI vor allem Empfehlungen liefern, die finale Entscheidung jedoch weiterhin von Menschen getroffen werden. Nur 15 Prozent würden KI vollständig autonome Entscheidungen in der Supply Chain anvertrauen. 42 Prozent der befragten Unternehmen nutzen bereits KI-gestützte Bestands- und Supply-Optimierung oder planen deren Einsatz, während 44 Prozent KI in den Bereichen Logistik und Routenplanung anwenden.
Ein detaillierter Blick auf die europäischen Ergebnisse zeigt, dass Unternehmen ihre Investitionen in KI weiter ausbauen: 68 Prozent planen in den nächsten drei bis fünf Jahren Investitionen in generative und agentenbasierte KI, 55 Prozent in prädiktive KI. Diese Investitionen erfolgen vor dem Hintergrund anhaltender Volatilität der Kundennachfrage – 32 Prozent der Führungskräfte nennen dies als eine der größten Herausforderungen der kommenden drei Jahre. Dadurch steigt der Bedarf an intelligenteren und reaktionsfähigeren Planungssystemen.
Mehr Reaktionsfähigkeit im Handel
Vor allem Einzelhändler spüren weiterhin die Auswirkungen unsicherer Nachfrage. 31 Prozent von ihnen nennen die Anpassung an kurzfristige Veränderungen im Kundenverhalten als zentrale Herausforderung. Dies verdeutlicht den Bedarf an höherer Transparenz in der Nachfrage und an agileren Planungsprozessen. Um mit dieser Volatilität umzugehen, setzen Handelsunternehmen verstärkt auf KI-gestützte Prognosen, Bestandsoptimierung und Entscheidungsunterstützung. Ziel ist es, schneller auf Veränderungen im Kundenverhalten zu reagieren und gleichzeitig Margen zu sichern sowie die Warenverfügbarkeit zu gewährleisten.
KI stabilisiert Beschaffung
Anders sind die Herausforderungen für fertigende Unternehmen in Großbritannien, Deutschland und Frankreich. 65 Prozent geben an, dass Störungen in der Rohstoffbeschaffung den größten Einfluss auf ihre Supply Chain haben – deutlich mehr als der globale Durchschnitt von 57 Prozent. Zudem nennen 40 Prozent regulatorische Anforderungen und Compliance als zunehmende operative Herausforderung. KI wird hier verstärkt eingesetzt, um Nachfragesignale mit Beschaffungs- und Produktionsentscheidungen zu verknüpfen. Dadurch können Unternehmen die Prognosegenauigkeit verbessern, Lieferantenrisiken reduzieren und ihre Flexibilität angesichts anhaltender Volatilität in Bezug auf Materialien, Regulierung und geopolitische Entwicklungen erhöhen.
Kernkompetenz KI
Branchenübergreifend zeigt sich ein klarer Wandel: weg von rein reaktiven Maßnahmen hin zu technologiegestützter Planung. Unternehmen investieren gezielt in KI-Funktionen, die die Prognosegenauigkeit verbessern, Bestandsentscheidungen automatisieren und schnellere, fundiertere Reaktionen auf Veränderungen ermöglichen.
„Künstliche Intelligenz wird zunehmend Teil der täglichen Entscheidungsfindung in der Supply Chain“, sagt Dr. Madhav Durbha, Group Vice President of Manufacturing Industry Strategy bei RELEX Solutions. „Angesichts anhaltender Volatilität investieren Unternehmen in KI-gestützte Prognosen, Optimierung und Entscheidungsunterstützung. So können sie gezielter reagieren und fundiertere Entscheidungen treffen, auch wenn sie sich die Voraussetzungen schnell verändern.“
Darüber hinaus zeigt der Report, dass Nachhaltigkeit von einem strategischen Ziel zu einer operativen Rahmenbedingung geworden ist. 63 Prozent der Befragten weltweit geben an, dass die Bedeutung von Nachhaltigkeit in ihrer Supply-Chain-Strategie zugenommen hat. Gleichzeitig nennen 34 Prozent der Hersteller regulatorische Anforderungen und Compliance als Störfaktor. Unternehmen reagieren auf ein zunehmend unsicheres Umfeld, indem sie ihre KI-gestützten Planungsfähigkeiten ausbauen – anstatt sich ausschließlich auf Sicherheitsbestände oder reaktive Maßnahmen zu verlassen. Mehr Infos und Download der Studie hier.
Methodik
Der Report basiert auf einer im Januar 2026 durchgeführten Umfrage unter 514 Führungskräften aus Handel, Produktion, Großhandel und Supply Chain, die von Researchscape erhoben wurde. Darunter befinden sich auch Teilnehmende aus Großbritannien, Deutschland und Frankreich. Die Ergebnisse wurden entsprechend des nominalen Bruttoinlandsprodukts der Länder gewichtet, um eine möglichst repräsentative Verteilung zu gewährleisten.
Beim Global Forum 2026 vom 14. bis 16. April in Basel hat Endress+Hauser (E+H) seine Umsatzzahlen für 2025 vorgestellt.
2026
4/19/2026
Endress+Hauser 2025 über Vier-Mrd.-Euro Umsatz
Der Schweizer Spezialist für Mess- und Automatisierungstechnik präsentierte in Basel ein wirtschaftlich robustes, weiter investierendes Familienunternehmen mit 18.306 Mitarbeitern, 41 neuen Produkten und 281,4 Millionen Euro Forschungs- und Entwicklungsaufwand. Auf dem Global Forum 2026 im Messezentrum Basel verband das Unternehmen in Vorträgen, Praxisformaten und einer Ausstellung strategische Zukunftsthemen wie Digitalisierung, Künstliche Intelligenz und Kreislaufwirtschaft mit konkreten Anwendungen aus der Prozessindustrie. Das Forum sollte ausdrücklich den Weg von der allgemeinen Debatte zur betrieblichen Umsetzung zeigen. Dabei zählt Endress+Hauser die Lebensmittelindustrie zu den starken Branchen des Jahres 2025. Das Unternehmen liefert Messtechnik für Durchfluss, Füllstand, Druck und Temperatur sowie Analysentechnik und digitale Lösungen. Genau diese Felder betreffen auch Mühlenbetriebe unmittelbar, etwa bei Silofüllstand, Temperaturführung, Reinigungsprozessen, Verladeabläufen und der allgemeinen Anlagenüberwachung.
Lösungen für die Lebensmittelbranchen. Deutschland ist für E+H der drittgrößte Markt.
CEO Dr. Peter Selders stellte während der Bilanzmedienkonferenz die Geschäftszahlen für 2025 vor. Auch wenn Unsicherheit das geschäftliche Umfeld im vergangenen Jahr prägten, habe man sich am Ende behauptet. Endress+Hauser überschritt erstmals die Marke von vier Mrd. Euro Nettoumsatz und kam auf 4,01 Mrd. Euro Umsatz. Das Ergebnis nach Steuern lag bei 321,3 Mio. Euro. Investiert hat die Firmengruppe 370,8 Mio. Euro, so viel wie nie zuvor. Darunter zwei Neubauten in Deutschland, in Nesselwand (Ostallgäu) und Waldheim (Sachsen). Rund 7 % des Umsatzes sei in Forschung & Entwicklung geflossen. In diesem Bereich sind allein über 1.300 Mitarbeiter beschäftigt. Ein wesentlicher Wachstumstreiber 2025 war die Übernahme der Gasanalyse und Gasmesstechnik von SICK. Belastet wurde das Ergebnis dagegen durch ungünstige Währungseffekte und die schwache Chemiekonjunktur. Für Mühlen ist weniger die Konzernzahl als die Richtung interessant.
Die Ausstellung von Endress+Hauser und seinen Partnerunternehmen in den Messehallen der Messe Basel.
Selders betonte, dass die Lebensmittelindustrie 2025 zu den Branchen gehörte, die sich gut bis sehr gut entwickelten. Innerhalb der Arbeitsgebiete wuchsen Flüssigkeitsanalyse, optische Analyseverfahren und Systemprodukte besonders stark. Der Bereich Durchfluss entwickelte sich solide. Druck, Füllstand und Temperatur blieben zwar hinter den Erwartungen des Unternehmens zurück, gehören aber weiterhin zum Kernangebot und damit zu den klassischen Bausteinen einer belastbaren Prozessführung. Wer Rohstoffe sicher lagern, Transporte steuern und qualitätskritische Schritte stabil fahren will, ist auf verlässliche Messwerte angewiesen. Hinzu kommen digitale Systeme, die Messdaten bündeln, visualisieren und für Wartung oder Effizienzsteigerung nutzbar machen.
CEO Dr. Peter Selders (Foto: Endress+Hauser).
Diese Verbindung aus Sensorik, Gerätetechnik und Datennutzung zog sich als roter Faden durch die Veranstaltung. Ein Beispiel mit Nähe zur Lebensmittelproduktion ist das neue selbstkalibrierende Thermometer iTHERM TrustSens. Es kalibriert sich im laufenden Betrieb und kann nach Unternehmensangaben nun bereits bei 39 Grad Celsius arbeiten. Das soll Stillstände vermeiden und die Temperaturüberwachung in hygienisch sensiblen Prozessen vereinfachen.
Mathias Altendorf, ehemaliger CEO und Präsident des Verwaltungsrats von Endress+Hauser.
Seinen Abschied nahm Verwaltungsratspräsident Matthias Altendorf. Er absolvierte seine gesamte berufliche Laufbahn bei Endress+Hauser und begann mit einer Lehre als Mechaniker in Maulburg, an die sich Studium und Weiterbildungen anschlossen.
Der Schmetterling begleitete als Symbol für Transformation das Global Forum 2026.
Internationale Expertise, starke Verpackungslösungen und neue Impulse für Nachhaltigkeit und Food Protection.
2026
4/17/2026
SAVE FOOD auf der interpack 2026
Innerhalb der Expert Talks bilden zwei Paneldiskussionen den inhaltlichen Schwerpunkt. Das Forum „Global Packaging in Transition: Regulation, Partnerships and the Race for Sustainable Value“ bringt internationale Organisationen und Branchenakteure zusammen, darunter die United Nations Industrial Development Organization (UNIDO), die Ernährungs- und Landwirtschaftsorganisation der Vereinten Nationen (FAO), die World Packaging Organisation (WPO) sowie die SAVE FOOD Initiative und die Messe Düsseldorf. Im Fokus stehen regulatorische Entwicklungen wie die PPWR, internationale Rahmenwerke und die Frage, wie Kooperationen zwischen Industrie und Institutionen die Transformation zu nachhaltigen Verpackungssystemen beschleunigen können. Diskutiert wird, wie sich regulatorische Anforderungen, Designstandards und systemische Programme so verbinden lassen, dass sowohl Nachhaltigkeitsziele erreicht als auch Lebensmittelverluste entlang der gesamten Wertschöpfungskette reduziert werden.
Das zweite Forum „Turning Packaging into a Food Saver: Trends, Innovations, and Solutions Across the Food Supply Chain“ richtet den Blick auf konkrete Anwendungen entlang der Lieferkette. Thematisiert werden unter anderem die Verlängerung der Haltbarkeit durch Verpackung, die Sicherstellung stabiler Kühlketten, effiziente Logistik- und Distributionsprozesse sowie die Zusammenarbeit entlang der Wertschöpfungskette. Beiträge aus Unternehmen wie MULTIVAC, Kühne+Nagel, der SIG Foundation sowie der Zertifizierungsorganisation FSSC zeigen, wie sich Verpackung, Logistik und Qualitätsstandards zu wirksamen Lösungen verbinden lassen. Ziel ist es, praxisnahe Ansätze aufzuzeigen, die Lebensmittelverluste reduzieren, die Lebensmittelsicherheit erhöhen und die Effizienz entlang der gesamten Supply Chain verbessern. Im Anschluss an die Paneldiskussionen steht der Austausch im Mittelpunkt: Teilnehmende haben die Gelegenheit, mit internationalen Akteuren ins Gespräch zu kommen und die diskutierten Themen zu vertiefen.
Awards und Projektwettbewerb
Ein zentraler Programmpunkt sind die Verleihung der SAVE FOOD Design Awards, der Sustainability Design Awards sowie des SAVE FOOD Projektwettbewerbs. Ausgezeichnet werden Lösungen und Projekte, die nachweislich zur Reduzierung von Lebensmittelverlusten beitragen und zugleich wirtschaftliche sowie ökologische Wirkung entfalten. Mit insgesamt über 100 Einreichungen für die Awards ist dies ein starkes Signal für die hohe Relevanz innovativer Lösungen zur Reduzierung von Lebensmittelverlusten und für die wachsende Bedeutung nachhaltiger Entwicklungen in der Verpackungsbranche. Im Projektwettbewerb werden erstmals Initiativen finanziell gefördert, um erfolgreiche Ansätze weiterzuentwickeln und international sichtbar zu machen.
Das zeigen die Aussteller
Über das Veranstaltungsformat hinaus werden mit der SAVE FOOD Highlight Route Lösungen auch direkt auf dem Messegelände sichtbar. Unternehmen präsentieren dort Technologien, Produkte und Dienstleistungen zur Reduzierung von Lebensmittelverlusten. Besucherinnen und Besucher können so gezielt relevante Ansätze entlang der gesamten Wertschöpfungskette identifizieren und vergleichen.
Mit ihrem Programm auf der interpack 2026 unterstreicht die SAVE FOOD Initiative ihre Rolle als internationale Plattform für den Austausch zwischen Industrie, Politik und Forschung. Im Fokus stehen praxisnahe Lösungen sowie die Frage, wie Verpackung und Verarbeitungssysteme einen messbaren Beitrag zur Reduzierung von Food Loss and Waste leisten können.
Automatisierte Qualitätskontrolle dank Prozessmessgerät von SCHULE Mühlenbau.
2026
4/17/2026
MultiSense: automatisierte Qualitätskontrolle für Flocken, Kaffee, Pellets und mehr
Mit MultiSense erweitert SCHULE Mühlenbau sein Portfolio um ein Prozessmessgerät, das speziell für die Inline-Messung im laufenden Produktionsprozess entwickelt wurde. Es besteht aus einem robusten Edelstahl-Messkanal und einem separaten Auswertegerät mit Touchpanel. Integrierte Sensoren messen kontinuierlich Schüttgewicht, Feuchtigkeit, Temperatur und – je nach Ausführung – das Produktgewicht. Die Messung erfolgt vollständig inline, ohne notwendige Entnahme oder Aufbereitung des Produkts. Die Werte erscheinen in Echtzeit, speichern sich automatisch und werden übersichtlich als Trendverläufe dargestellt. MultiSense liefert somit nicht nur punktuelle Ergebnisse, sondern schafft auch eine fortlaufende Datengrundlage, die eine präzise Kontrolle und Steuerung des gesamten Prozesses ermöglicht.Technisch lässt sich MultiSense flexibel integrieren. Das Gerät verfügt über eine Schnittstelle zur Einbindung in eine SPS-Anlagensteuerung und kann je nach örtlichen Gegebenheiten auf dem Boden, an der Decke oder direkt innerhalb der Rohrleitung installiert werden. Die Bauhöhe von rund einem Meter ermöglicht eine platzsparende Installation. Mit einer Durchsatzleistung von 2 bis 30 m³ pro Stunde ist es vielseitig einsetzbar.
Kontinuierliche Qualitätskontrolle
Das Beispiel der Flockerlinie bei Bauck zeigt, wie wirksam eine solche Prozessüberwachung sein kann. In der Flockierung hängt die Produktqualität maßgeblich vom richtigen Flockierwalzenspalt ab. Dieser wurde bei der Roscher Mühle, einem Tochterunternehmen der Bauck GmbH, bislang motorisch eingestellt, jedoch ohne automatische Regelung. Kontrollmessungen des Schüttgewichts erfolgten nach dem Fließbetttrockner und mindestens einmal pro Stunde durch den Bediener. Die Feuchtigkeitswerte wurden separat im Labor geprüft. Abweichungen ließen sich daher häufig erst mit Verzögerung erkennen und korrigieren.
„Mit MultiSense können wir in der Flockerlinie erstmals alle relevanten Parameter automatisch nach Rezept führen“, erklärt Alexander Bachur, Betriebsleiter bei der Roscher Mühle. „Der Flockierwalzenspalt wird automatisch an die Sollwertvorgabe des Schüttgewichtes angepasst. Bei Abweichungen vom Rezept regelt das System automatisch nach und erst bei einer im Rezept hinterlegten Grenzwertüberschreitung erfolgt ein Alarm. Das sorgt für ein stabiles Schüttgewicht und eine gleichbleibende Endproduktqualität.“
Darüber hinaus überwacht MultiSense sämtliche relevanten Prozessparameter kontinuierlich und zeichnet sie automatisch auf. Dadurch reduziert sich der manuelle Kontrollaufwand erheblich, Prozesse stabilisieren sich und das Bedienpersonal wird spürbar entlastet – was sich auch positiv auf die Betriebskosten auswirkt. MultiSense ist flexibel einsetzbar und eignet sich neben der Flockierung auch für Produktionslinien für Getreide, Kaffee, Pellets und weitere Schüttgüter, bei denen Feuchtigkeit, Schüttgewicht oder Temperatur entscheidende Qualitätsmerkmale darstellen. Überall dort, wo gleichbleibende Produktqualität und eine sichere Prozessführung erforderlich sind, bietet das Inline‑Messgerät einen deutlichen Mehrwert.
Erstmals präsentiert wird das neue Prozessmessgerät MultiSense auf der IAOM Annual Conference & Expo 2026 vom 14. bis 16. April in Cincinnati, USA, am Stand 343 unseres Vertreters Bratney – sowie anschließend auf der interpack in Halle 3, Stand 3E91 vom 7. bis 13. Mai 2026 in Düsseldorf, Deutschland.


.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)

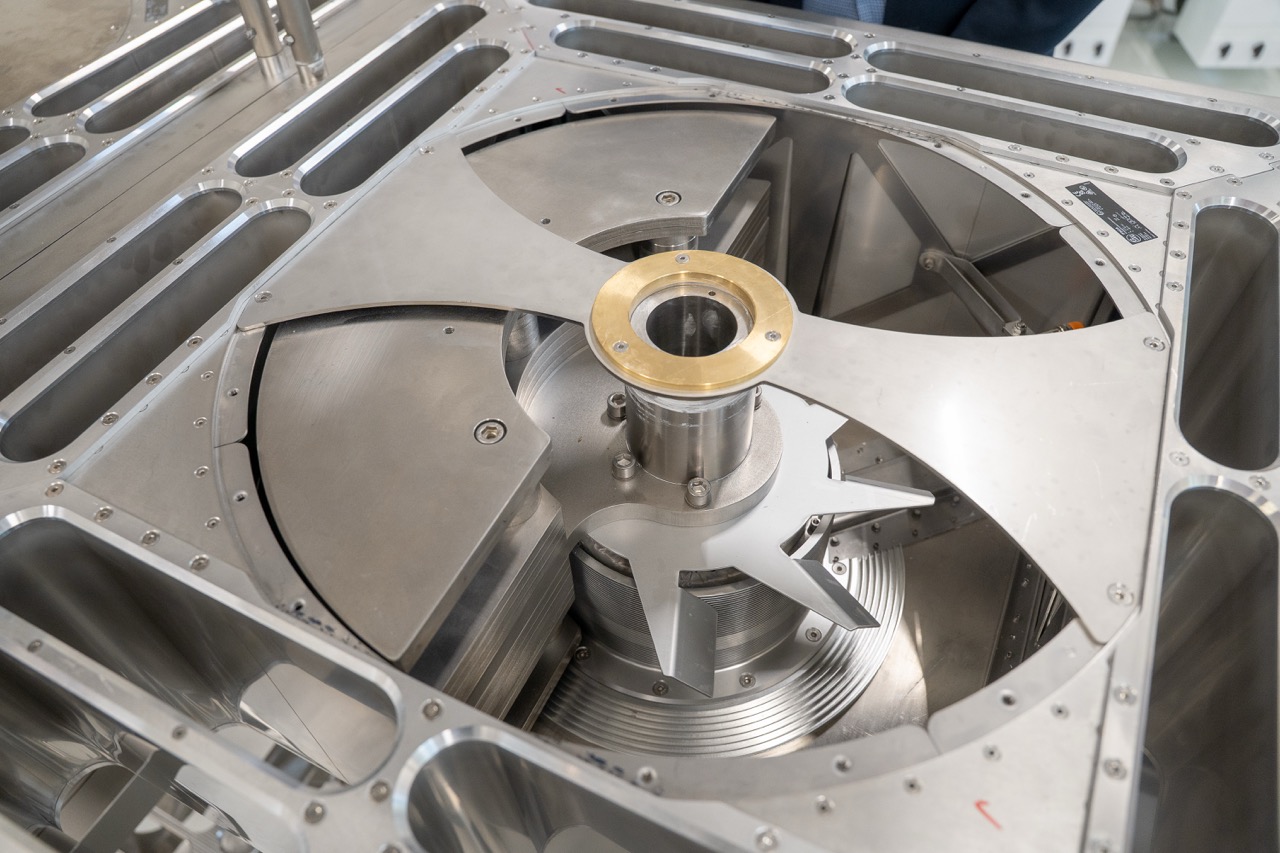
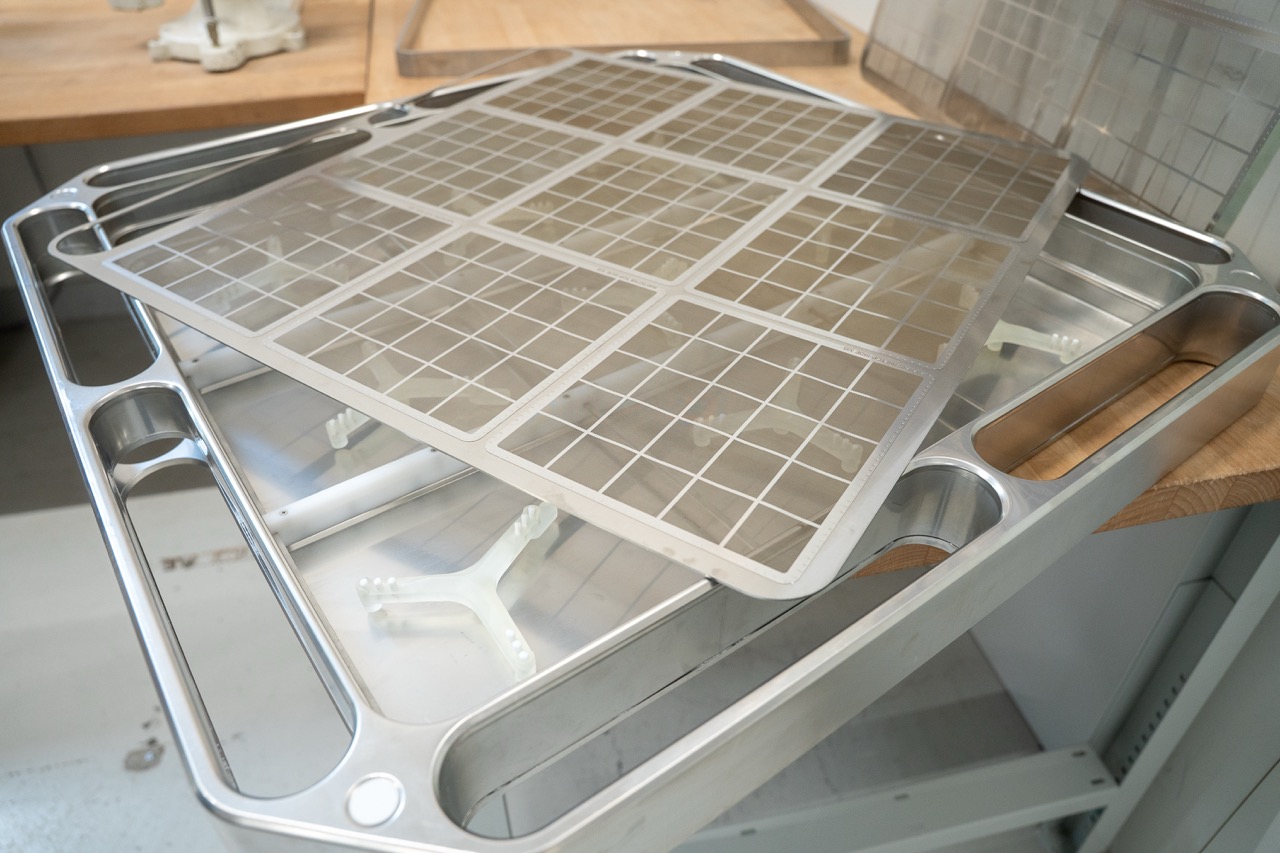


.jpeg)




.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
).jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
).jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
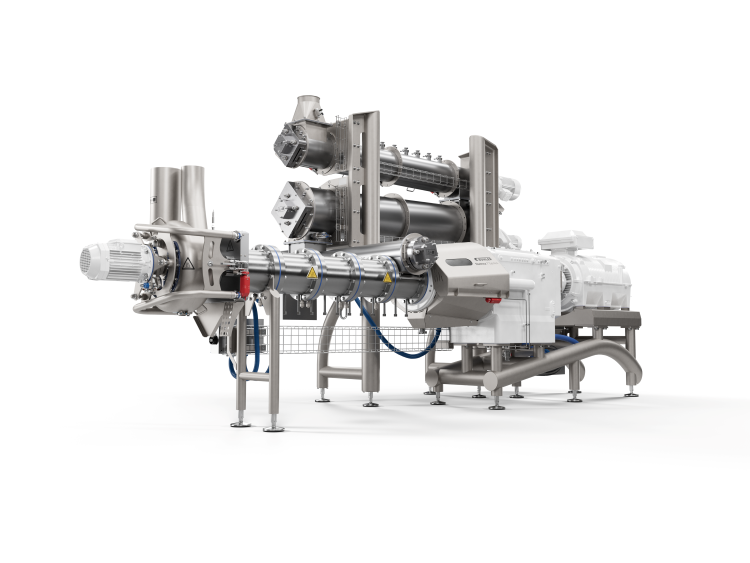
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)
.jpeg)



